




Nadun CNC Vertikal Fräsautomat för skärning av korta axlar/diskdelar/koniska ytor/interna och externa cylindriska ytor


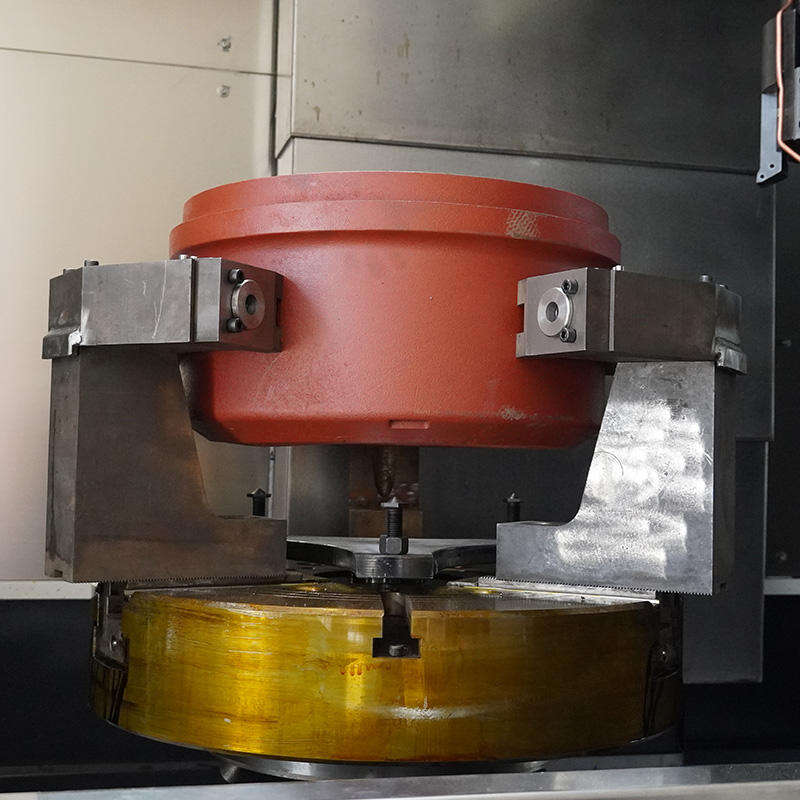
CNC vertikala torn är främst avsedda för bearbetning av stora, korta och tunga arbetsstycken ytor på yttre cylindriska ytor, ändarsidor, koniska ytor, cylindriska hål eller koniska hål. De kan också utrustas med tilläggsenheter för trådarbetande, sfärisk snedning, profileringsarbete, fräsning och slipning. Den viktigaste karaktäristiken hos vertikala torn är att spindeln är lodrätt, med arbetsbordet placerat i ett horisontellt plan. Arbetsstycket klampas på ett stort arbetsbord som drivas av spindelns rotationsrörelse. På grund av att arbetsstycket monteras på ett horisontellt arbetsbord är klamping relativt bekväm. Kvaliteten på arbetsstycket och skärningskrafterna stöds av rotationsledningsrails mellan arbetsbordet och basen, vilket minskar belastningen på spindeln och lager, säkerställer stabila operationer och bibehåller bearbetningsnoggrannheten över längre tider.
För mer information om CNC-vertikala torn, kontakta oss.
1. Basen, kolumnen och rörliga stolen är alla gjorda av högkvalitativ grågjutjärn och har utsatts för tempering. Detta säkerställer att maskinen har hög styrka och precisionsstabilitet vid långsiktig användning.
2. Maskinen använder linjära rullbäglar. Den har överlägsen stelhet och hög lastförmåga. Positioneringsnoggrannheten och lastförmågan för vertikal och horisontell förflyttning har förbättrats avsevärt.
3. Spindelpulle på maskinen och spindelns CNC servomotorspulle är kopplade med enERM, och kan konfigureras med kontinuerligt variabelt hastighetsområde med 18,5 kW eller 2 kW motorer. Det omfattande hastighetsområdet kan uppfylla olika krav på spindelhastighet vid grovtbearbetning och färdigbearbetning av delar.
4. Vertikala och horisontella förflyttningar styrs automatiskt av servomotorn. Det finns skyddsuppdrag i båda riktningarna, och en lastbalanseringsmekanism är installerad i den vertikala riktningen, vilket minskar belastningen på trådraden och förutsäger livslängden av trådraden betydligt.
5. Både de två ändarna av bollsskjutan i den vertikala och horisontella riktningen på maskinen stöds av specialskruvskalningslager, vilket betydligt förbättrar och garanterar bearbetningsnoggrannheten av maskinens delar.
6. Maskinen använder en elektrisk oljepump för att automatiskt smörja varje del på ett intermittenta sätt för att säkerställa smörjningen av varje ledningspar och bollsskjutepar, vilket kan förlänga tjänstelivet för varje rörelsepar.
7. Verktygspostern använder en horisontell eller vertikal flerstationers CNC-verktygspost, vilket har kort verktygsbyte och förbättrar arbets-effektiviteten markant.
8. Det övre slutet av spindeln kan utrustas med en skivplatta eller hydraulisk klock enligt användarens krav. Det nedre slutet av huvudskaftet kan utrustas med en roterande olje cylinder, vilken delas in i enpinnscylinder och dubbelpinnscylinder. Enpinnscylindern kan användas för att kontrollera verktyget för att komprimera arbetsstycket eller för att kontrollera den hydrauliska klocken. Med dubbelpinnscylindrar kontrollerar en cylinder den hydrauliska klocken, och den andra cylindern kontrollerar verktyget för att komprimera arbetsstycket.
Funktionella egenskaper
SPINDEL
Lageret på spindeln använder dubbelradiga rullarlagringar, och i axialskeppen används tvåriktade skjuthjulsballager, vilka kan erbjuda en maximal axiellast av 497KN. För att uppnå maximal stelhet på spindeln når kontaktytan av lageret mer än 98%, vilket är mycket högre än branschens regleringar på 85%, och både spindeldiameterns radialslingning / ändsslingning hålls inom 0.003mm. Enhetlig spindelmodul, hög rotationsnoggrannhet; importerad linjär rullarledningsrail, förhandsdragen skruvstöd, med hänsyn till skärningsstelhet och positionsprecision.
Spindeldriv
Spindeldriven delas in i en servomotor som direkt driver spindeln via en tidsbälte för att uppnå högre uttag av vridmoment.
Axial försörjning
Som en vertikal axel står Z-axeln under större belastning länge och är lättare att slitas än den parallella axelns ledningsskruv. Z-axeln använder som standardutrustning en 55 mm bred rullartyp ledarrail med en skruv diameter på 50 mm. För att uppnå axiell förflyttningsstelhet och underhålla långsiktig noggrannhet.
Stor sträckdesign
För att uppfylla kraven på tunnväggad djuphalsbearbetning, som representeras av bromsskivan, har en komposit verktygsbar monterats i tornet mitt, vilket gör det möjligt att byta verktyg utan att dra tillbaka verktyget från arbetsstycket, vilket kan förbättra bearbetningseffektiviteten markant. Det används för att bearbeta stora och tunga arbetsstycken med stor diameter och kort längd, samt arbetsstycken som är svåra att klampera på en horisontell torno.
Numerisk styrsystem
Vanliga numeriska styrsystem:
1. Inhemskt numeriskt styrsystem: GSK, Chengdu, Guang Tai, Beijing, Kandi KND Huarong styrsystem
2.Importerat CNC-system: SIEMENS CNC-system i Tyskland, Mitsubishi i Japan. FANUC Fanuc, Japan




J23-80 ton mekanisk prickmaskin har hög kraft, precision och standardtonnage; mekanisk prickmaskin med förstärkt 80-ton kapacitet

Nadun svängningsbalk hydraulisk skärmaskin med E21 styrsystem

Flyttbart arbetsbord Nadun 100T gallerhydraulisk tryckmaskin

160 ton stor cnc automatisk hydraulisk hålprickningspress hålprick solid maskin metallverktyg

hydraulisk plattformsklippningsmaskin 16*2500

guillotinplåtmetallskur 12*4000

Vårt vänliga team vill gärna höra från dig!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Integritspolicy
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN