




Nadun CNC Uspravna Točilica za režanje kratkih osa / diskovitih delova / konusnih površina / unutrašnjih i spoljašnjih valjkastih površina


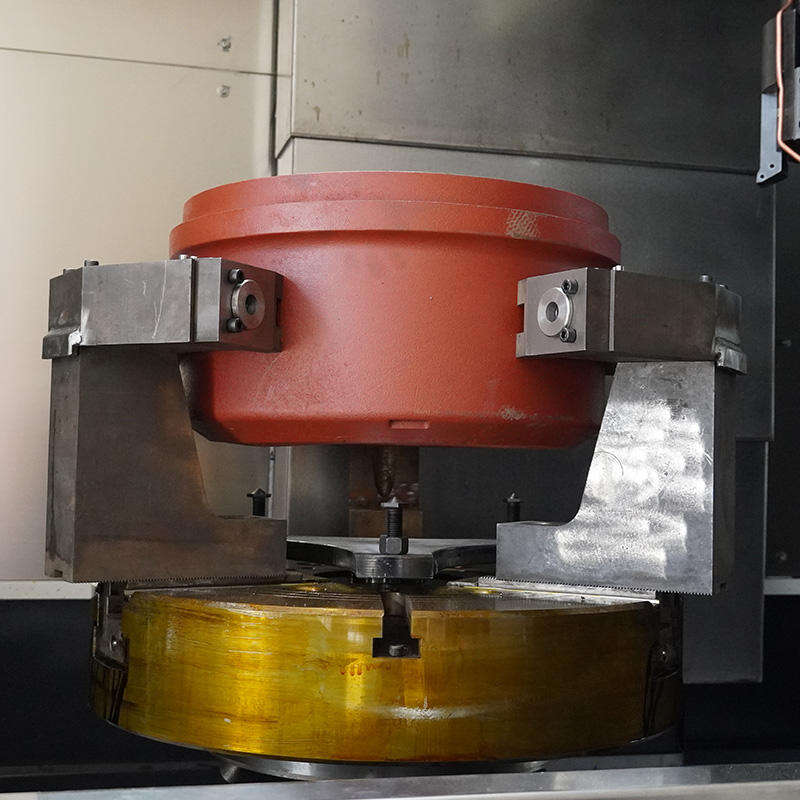
CNC vertikalne tornjeve se glavnо koriste za obradу velikih, kratkih, teških radnih materijala, vanjskih ciljastih površina, krajeva, koničnih površina, ciljastih otvorа ili koničnih otvorа. Takođe mogu biti opremljeni pomoćnim uređajima za izradu škrinjeva, kuglasto torno, profilske obrade, frizovanje i čiscenje. Glavna karakteristika vertikalnog tornja je da je vreteno uspravno položeno, a radna ploča postavljena u horizontalnoj ravni. Radni materijal je zaklapan na velikoj radnoj ploči koju vreteno privodi u rotacionom pokretu. Zbog toga što je radni materijal montiran na horizontalnu radnu ploču, zaklapanje je relativno jednostavno. Kvalitet radnog materijala i sile reza podržane su rotacionim vodnicama između radne ploče i osnove, što smanjuje opterećenje vretena i loptica, osiguravajući stalnu radnju i održavanje preciznosti obrade duž više perioda.
Za više informacija o CNC vertikalnim tornjevima, molimo vas da nas kontaktirate.
1. Osnova, kolona i klizna sedišta su izrađena od visokokvalitetnog sivog čelika i podvrgnute su termičkoj obradi. Osigurava da strojni alat ima visoku jačinu i preciznu stabilnost za dugotrajno korišćenje.
2. Stroj koristi linije sa ravnom kliznom putnjom sa rolkama. Ima izuzetnu čvrstost i sposobnost noseanja teških opterećenja. Tačnost pozicioniranja i nosivost vertikalnog i horizontalnog pokreta su značajno poboljšane.
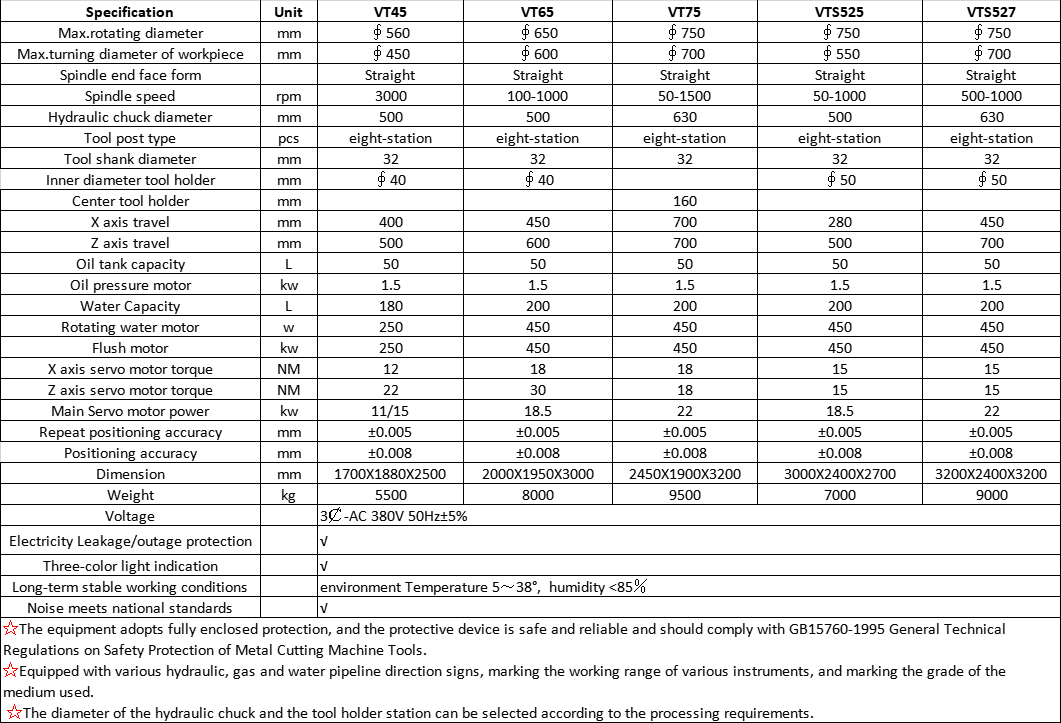
3. Pulja osve na stroju i pulja CNC servomotora su povezane preko remeta, a mogu se konfigurisati sa motorima od 18,5 kW ili 2 kW sa neprekinutom promenom brzine i širokim opsegom brzine. Može ispunjavati različite zahteve za brzinom osve prilikom grubog obrade i finog oblikovanja delova.
4. Vertikalni i horizontalni pokreti su kontrolisani automatski preko servomotora. Postoje zaštiteni uređaji u oba smera, a u vertikalnom smeru je instaliran mehanizam ravnoteže, što smanjuje opterećenje vijka i značajno produžava životni vek vijka.
5. Obje strane loptasto šrafa u vertikalnom i horizontalnom smeru stroja su podržane posebnim šrafskim lopticama, što znatno poboljšava i osigurava preciznost obrade dijelova stroja.
6. Stroj koristi elektro pumpe za mašinsko ulje za automatsku intermitentnu mašinsku smaru svih dijelova, što osigurava smaru svakog para vodilja i loptasto šrafa, što može produžiti radni život svakog para kretanja.
7. Obrtni sto adopira horizontalni ili vertikalni višestanarni CNC obrtni sto, koji ima kratko vrijeme zamjene alata i znatno povećava radnu efikasnost.
8. Gornji deo vratca može biti opremljen diskom ili hidrauličkim šipkom prema zahtevima korisnika. Donji deo glavnog osnog vratca može biti opremljen rotirajućim hidrauličkim cilindrom, koji se deli na jednopistonski i dvojnopistonski. Jednopistonski cilindar može da kontrolise alat za stiskanje radnje, ili da kontrolise hidrauličku šipku. Sa dvojnopistonskim cilindrima, jedan cilindar kontrolise hidrauličku šipku, a drugi cilindar kontrolise alat za stiskanje radnje.
Funkcionalne karakteristike
Vreteno
Osa nosač koristi dvostruke redove valjkastih loptica, a u osnom smeru se koriste dvostruki uglovi kontaktnih loptičastih nosača, koji mogu da pruže maksimalnu osnu opterećenje od 497 kN. Da bi se postigla maksimalna čvrstoća ose, površina kontakta nosača dostiže preko 98%, što je znatno više od industrijskih propisa od 85%, a promena prečnika i skočnja po strani ose su unutar 0.003 mm. Integralni jedinica ose, visoka rotaciona tačnost; uvezena linearna valjkasta vođenja, pred-nametnuti šraubski nosač, uzimajući u obzir čvrstoću reza i tačnost položaja.
Pogon ose
Pogon ose podijeljen je na servomotor koji direktno pogonjuje osu putem vremenske trake kako bi se postigao veći izlazni moment.
Osno podešavanje
Kao vertikalna osa, Z-osa noseći veći opterećenje duže vreme, lako je podložna iznosenju u odnosu na vodiljku sa paralelnom osom. Z-osa standardno opremljena je rolnim vodiljkama širine 55mm i šipkom prečnika 50mm. Da bi se postigla čvrstoća osne podizanja i održavanje dugoročne tačnosti.
Dizajn velikog puta
Da bi se zadovoljila obrada tanke zidne ploče i dubokih rupa kao što su one kod točkova za brezove, u centru tornja instaliran je složeni alatni klupac koji omogućava promenu alata bez povlačenja alata s radnog materijala, što može znatno poboljšati efikasnost obrade. Koristi se za obradu velikih i teških radnih delova sa velikim prečnikom i kratkom dužinom, kao i za delove koji su teško fiksirati na horizontalnom tornju.
Numerički upravljački sistem
Često korišćeni numerički upravljački sistem:
1.Domastički numerički upravljački sistem: GSK, Chengdu, Guang Tai, Peking, Kandi KND, Huazhong numerički upravljački sistem
2. Uvezeni CNC sistem: SIEMENS CNC sistem u Nemačkoj, Mitsubishi u Japanu. FANUC Fanuc, Japan




160 tonska velika CNC automatska hidraulička mašina za određivanje otvora, čvrsta mašina za rad s metalima

Pomerljiva radna ploča Nadun 100T Gantry hidraulička štampa

Nadun Klizična hidraulička šećanska mašina sa E21 upravljačkim sistemom

gilotina za rezanje metalnih ploča 12*4000

hidraulička mašina za sečenje listova 16*2500

J23-80 tonski mehanički odbojni stroj ima visoku snagu, preciznost i standardnu tonazu; mehanički odbojni stroj sa pojačanom kapacitetom od 80 tonskih jedinica

Наш пријатељски тим би волео да чује од вас!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Pravila o privatnosti
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN