




Nadun CNC Vertikalna vrteča strojarna za reženje kratkih valov / diskovnih delov / stožnih ploskev / notranjih in zunanjihs cilindričnih ploskev


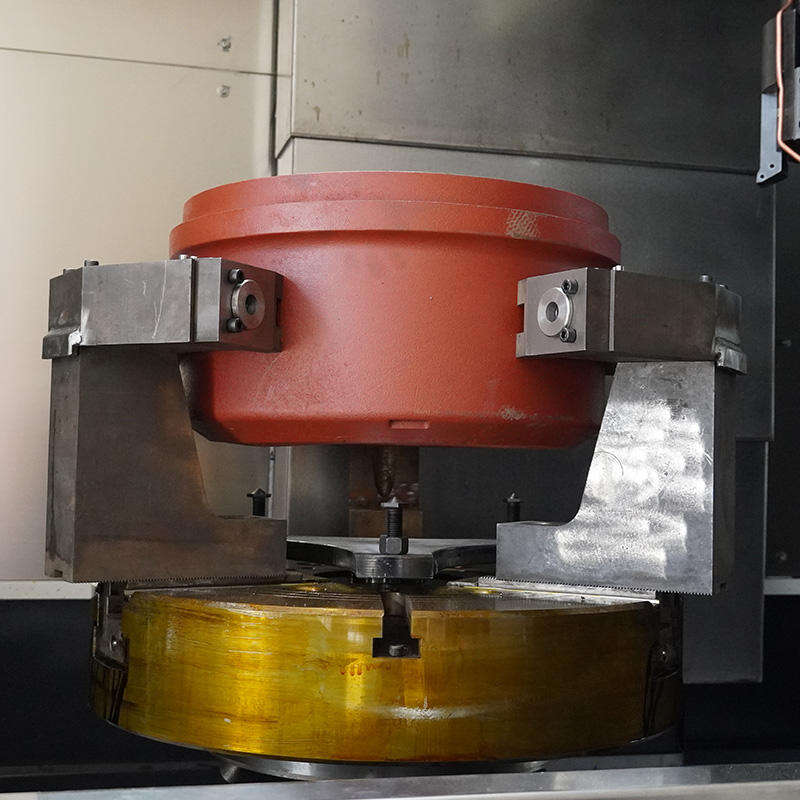
CNC navpični vrtenki se glavno uporabljajo za obdelovanje velikih, kratkih, težkih delovnih sestankov, njihovih zunanjih valovitih ploskev, končnih ploskev, stožarnih ploskev, valovitih lukov ali stožarnih lukov. Lahko jih opremljate tudi s pomožnimi napravami za vijanje, kroglo, profiliranje, reženje in brusenje. Glavna značilnost navpičnih vrtenkov je, da je vreteno navpično, z delovnim stolom, ki je postavljen v horizontalni ravnini. Delovni sestanek je zaklenjen na velikem delovnem stolu, ki ga vodenjska gibanja vretena premika. Zaradi tega, da je delovni sestanek montiran na horizontalnem delovnem stolu, je zaklep relativno enostaven. Kakovost delovnega sestanka in rezne sile ju podpirajo vodenjske reperje med delovnim stolom in osnovico, kar zmanjša obremenitev vretena in ogromov, zagotavljajoče stabilno delovanje in ohranjanje točnosti obdelave skozi dolgotrajne obdobje.
Za več informacij o CNC navpičnih vrtenkih nas prosimo kontaktirajte.
1. Osnova, stolp in klizna sedez so vse izdelani iz visokokakovostnega sivega črnača in so bili termično obdelani. Poskrbijo za visoko močnost in natančnost stroja pri dolgoročnem uporabi.
2. Stroj uporablja linerne klizne povezave s kolesi. Imajo zelo visoko pevnost in nosilnost težkih terjenj. Natančnost položaja, nosilnost vertikalnega in horizontalnega premikanja so znatno izboljšane.
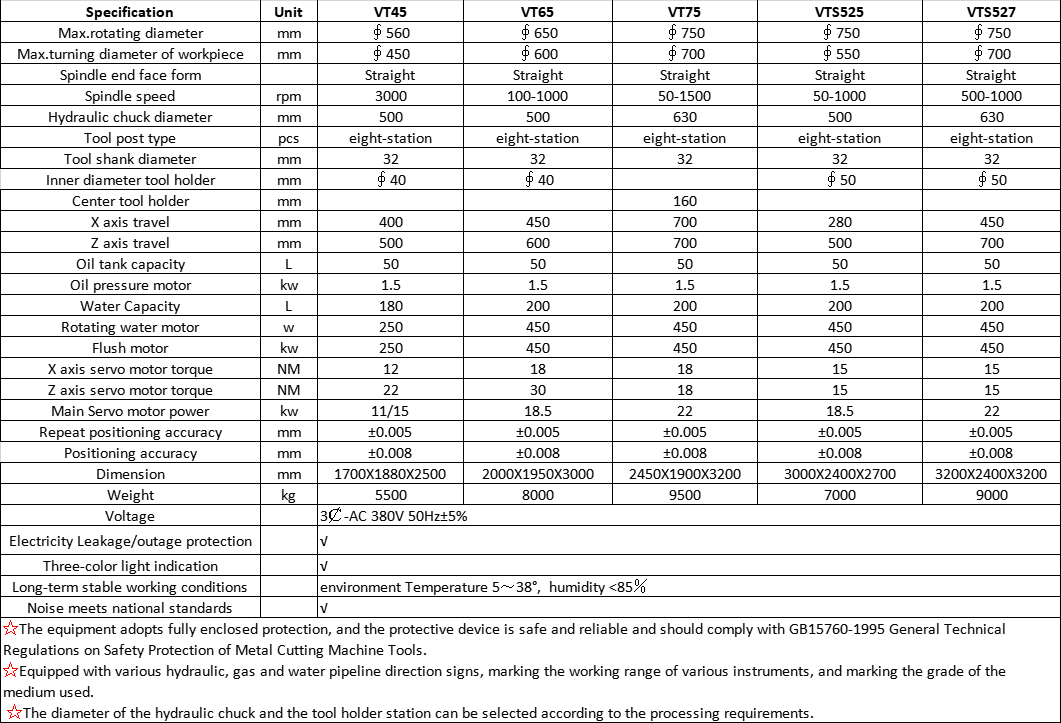
3. Koleso na osi strojnega orodja in koleso CNC servomotorja so povezana z pasom, ki ga je mogoče neprestano prilagajati za motorja 18.5Kw ali 2kw, s širokim obsegom hitrosti. Lahko izpolni različne zahteve glede hitrosti osi za hrub del in zaključno obrato.
4. Vertikalno in horizontalno premikanje je avtomatsko nadzorovano s servomotorjem. V obeh smerih obstajajo varnostne naprave, v vertikalni smeri pa je nameščen mehanizem ravnotežja, ki zmanjša terjo na škrabnico in znatno podaljša življenjski cikel škrabnice.
5. Oba kraja valja z vijčnim škrbom v vertikalni in horizontalni smeri strojnega orodja sta podprta s posebnimi vijčnimi ogrodji, kar znatno izboljša in zagotavlja točnost obdelave delov strojnega orodja.
6. Strojno orodje uporablja elektro hidraulično pumpe za avtomatsko medsebojno mastenje posameznih delov, kar zagotavlja mastenje vsake sode rabe in pare vijčnega škrba, kar lahko podaljuje delovno dobro posameznih gibanjskih parov.
7. Orodni nosilec uporablja vodoravno ali navpično večstanijsko CNC orodni nosilec, ki ima kratko čas spremembe orodja in znatno poveča delovno učinkovitost.
8. Zgornji del vijaka lahko glede na zahteve uporabnika dobiva ploščasto kolo ali hidravlični škripljiv kolok. Spodnji del glavnega valja lahko dobiva vrtilno oljevno hrbtenico, ki se deli na enopistonsko in dvopistonsko. Enopistonska hrbtenica se lahko uporabi za nadzor alatne opreme, da stisne delo, ali pa za nadzor hidravličnega škripljiva kolka. Z dvopistonskimi hrbtenicami nadzira ena hrbtenica hidravlični škripljiv kolok, druga pa hrbtenica nadzira alatno opremo za stiskanje dela.
Funkcionalne značilnosti
Vreteno
Oseni podložek uporablja dvojski vrstico valčastih podložkov, pri čemer je v osnovni smeri uporabljen dvojni krmilski kotovinski stik z loptičnimi podložki, ki lahko zagotovijo maksimalno osno obremenitev 497KN. Za doseganje maksimalne pevnosti osi je ploskovno stikalo podložka večje od 98%, kar je znatno višje kot industrijske predpise 85%, pri čemer so radialni prehod osi in prehod na površini vsebovan v 0,003mm. Celovita enota osi, visoka točnost vrtenja; uvožena linearna valčasta vožnja, prednapetost škrube, ki upošteva pevnost reza in točnost postavitve.
Oseni pogon
Oseni pogon se deli na servomotor, ki neposredno vodi os skozi časovno pasice za dosego večjega izhodnega momenta.
Osna oddaja
Kot navpična os, Z os premore večjo obremenitev v dolgotrajnem uporabi in je lažja za nosilno vijlico s primerljivo osjo kot priravena os. Standardna oprema Z osi je 55 mm velikostni točilni vodnik z premerom vijlice 50 mm. Za dosego črpke pospešne osi in ohranjanje dolgoročne natančnosti.
Velik odmik načrtovanja
Da bi se izpolnilo obdelovanje tankih globokih lukov, ki jih predstavlja točilna plošča, je v sredini tornika nameščen sestavni orodni bar, ki omogoča spremembo orodij med delom brez vračanja orodij, kar lahko znatno poveča učinkovitost obdelave. Uporablja se za obdelavo velikih in težkih delovnih kosov z velikim premerom in kratko dolžino ter delovnih kosov, ki jih je težko prijeti na horizontalnem točilu.
Sistem numerične regule
Pogosto uporabljani sistemi numerične regule:
1. Domestični sistem numerične regule: GSK, Čengdu, Guang Tai, Pekin, Kandi KND, Huazhong sistem numerične regule
2. Uvožen CNC sistem: SIEMENS CNC sistem v Nemčiji, Mitsubishi v Japonski. FANUC Fanuc, Japonska




160 ton velika CNC avtomatska hidraulična vrtna preserna strojna pečevska orodja za metal

Premikna delovna plošča Nadun 100T gantrna hidraulična pritiskovska strojna oprema

Nadun osebna hidravlična šeara s sistemom nadzora E21

giljotinska kovinska plošča 12*4000

hidravlični stroj za rezanje listov 16*2500

J23-80 tonski mehanski odlagalo z visoko silo, natančnostjo in standardnim tonažnim obremenitvijo; mehansko odlagalo s pospešenim 80-tonskim zmogljivostjo

Naša prijateljska ekipa bi se z veseljem oglasila.


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Pravilnik o zasebnosti
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN