





Nadun CNC Vertikálny obrábač na režanie krátkych hriadeľov / diskových častí / kuželovitých povrchov / vonkajších a vnútorných valcovitých povrchov

CNC svislé torno sa hlavne používajú na obrábanie veľkých, krátkych, ťažkých zosadenín vonkajších valcovitých povrchov, koncových plôch, kužeľovitých povrchov, valcovitých dierev alebo kužeľovitých dierev. Môžu byť tiež vybavené pomocnými zariadeniami na škrabanie, guľové obrábanie, profilovanie, frézovanie a brusenie. Primárna charakteristika svislých tornov je, že vratko je usporiadané zvisle, pričom pracovná plocha je umiestnená v horizontálnej rovine. Zosadenina je stisknutá na veľkej pracovnej ploche, ktorá je pohánaná rotáciou vratka. Vďaka tomu, že je zosadenina namontovaná na horizontálnu pracovnú plochu, je jej stisk relatívne pohodlný. Kvalita zosadeniny a rezacie sily sú podporené rotácii vodičov medzi pracovnou plochou a základňou, čo zníži záťaž na vratku a ložiskách, zabezpečuje tak stabilné fungovanie a udržiava presnosť obrábania po dlhšom čase.
Pre viac informácií o CNC svislých tornoch nás prosím kontaktujte.


1. Podstava, stĺp a klzný sedáčok sú vyrobené z vysoko kvalitnej sivej litiny a boli teplove spracované. Zabezpečujú tak, že strojový nástroj má vysokú pevnosť a presnosť na dlhodobé používanie.
2. Stroj používa valcové lineárne klziská. Majú super vysokú pevnosť a schopnosť néstať ťažké záťaže. Presnosť pozíciírovania a nosnosť pohybov vertikálneho a horizontálneho krmenia boli významne zlepšené.
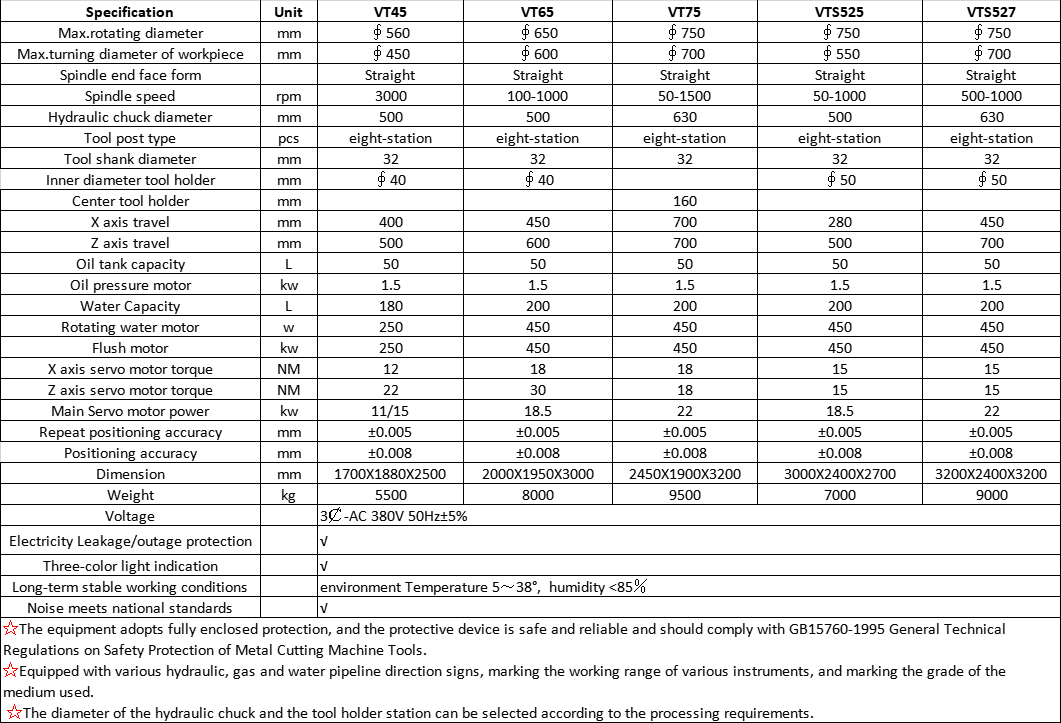
3. Kľúčové koleso strojového nástroja a kľúčové koleso CNC servomotoru sú spojené pásmom a môžu byť konfigurované s motormi o výkone 18,5 kW alebo 2 kW s nepretržite premennou rýchlosťou a širokým rozsahom rýchlosti. Môže spĺňať rôzne požiadavky na rýchlosť hlavného osa pri hrubom i dokončovacom obrábaní častí.
4. Vertikálny a horizontálny krmy sú automaticky riadené servomotorom. V oboch smeroch sú prítomné ochranné zariadenia a v vertikálnom smere je nainštalovaný vyrovnávací mechanizmus, ktorý zníži záťaž šroubovice a významne predĺži životný cyklus šroubovice.
5. Obe konce ložiskovej šroubovice v oboch smeroch, vodorovnom a zvislom, strojovej ľubovky sú podporené špeciálnymi ložiskami na šroubovicu, čo významne zlepšuje a zabezpečuje presnosť obrábania častí strojovej ľubovky.
6. Strojová lubovka používa elektickú olejovú pumpy na automatické obmedzené namazávanie jednotlivých častí, čo zabezpečuje namazanie každého pary vodičskych riečiek a páru ložiskovej šroubovice, čo môže predĺžiť životnosť jednotlivých pohybových pár.
7. Nástav pre nástroje používa vodorovný alebo zvislý viacstacionný CNC nástav pre nástroje, ktorý má krátky čas zmeny nástroja a významne zvyšuje pracovnú efektivitu.
8. Horný koniec vretena môže byť vybavený diskovou stolovou plochou alebo hydraulickým svorkom podľa požiadaviek používateľa. Dolný koniec hlavného vretena môže byť vybavený rotujúcim olejovým valcom, ktorý sa delí na jednopístový a dvojpístový. Jednopístový valcový mechanismus môže slúžiť na ovládanie nástroja na stlačovanie zariadenia alebo na ovládanie hydraulického svorku. S dvojpístovými valcami jeden valcový mechanismus ovláda hydraulický svork, a druhý valcový mechanismus ovláda nástroj na stlačovanie zariadenia.
Funkčné charakteristiky
Hriadeľ
Ložisko vretena používa dvojradové valcové ložiská, a v ose smeru používa dvojstranné tažné guľové ložiská s uholným kontaktom, ktoré môžu poskytnúť maximálnu axiálnu zátěž 497KN. Pre dosiahnutie maximálnej pevnosti vretena sa plocha kontaktu ložiska dostane na viac než 98%, čo je oveľa vyššie ako priemerné pravidlá v odvetví 85%, a oboje, priemer radialného bicia vretena / skok koncovky sú v rámci 0,003mm. Jednotka celkovej vretena, vysoká rotácia presnosti; dovlečená lineárna valcová dráha, predvlečená šruba podpora, brať do úvahy pevnosť reza a presnosť umiestnenia.
Pohon vretena
Pohon vretena je rozdelený na servomotor, ktorý priamo pohania vreteno cez časovací pások na dosiahnutie väčšieho výstupného momentu.
Axiálny prevod
Jako vertikálna os, Z-osa nesie väčšiu záťaž po dlhšom čase a je ľahšia na opotrebovanie ako vodič škrúb s rovnobežnou osou. Z-osa využíva ako štandardné vybavenie valový typ vodičky s priemerom 55 mm a priemerom škrúby 50 mm. Na dosiahnutie tuhosti osnej podávky a udržiavanie dlhotrvajúcej presnosti.
Návrh s veľkým dosahom
Aby sa splnilo požadované zpracovanie tenkostenných hlbokých otvorov predstavených brzdovým centrom, do stredu věže je nainštalovaný komplexný nástrojový pások, ktorý umožňuje zmenu nástroja na pracovnom kuse bez jeho odstránenia, čím sa môže významne zvýšiť účinnosť zpracovania. Používa sa na zpracovanie veľkých a ťažkých pracovných kusov s veľkým priemerom a krátkejšími rozmermi a tiež na kusy, ktoré nie je jednoduché zafixovať na horizontálnom torniku.
Číslicový riadenkový systém
Často používané číslicové riadenkové systémy:
1.Domáce číslicové riadenkové systémy: GSK, Chengdu, Guang Tai, Pekingský, Kandi KND Huazhong číslicový riadenkový systém
2. Importovaný CNC systém: SIEMENS CNC systém v Nemecku, Mitsubishi v Japonsku. FANUC Fanuc, Japonsko


gilotina na rezy kovových plátov 12*4000

Nadun rezačná strojna s ramenovou konštrukciou a ovládačom E21

J23-80 tonnový mechanický dierkovací stroj má vysokú silu, presnosť a štandardnú tonáž; mechanický dierkovací stroj s posilnenou kapacitou 80 tonn

hydraulická strihací stroj na plechy 16*2500

160 tonnový veľký CNC hydraulický otvorový tlačný stroj na kové nástroje

Hydraulická tlačná lišta s pohyblivým pracovným stolom Nadun 100T

Náš priateľský tím by sa rada od vás dozvedel!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Zásady ochrany osobných údajov
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN