





Freziera verticală CNC Nadun pentru tăierea axlelor scurte / pieselor disciforme / suprafețelor conice / suprafețelor cilindrice interne și externe
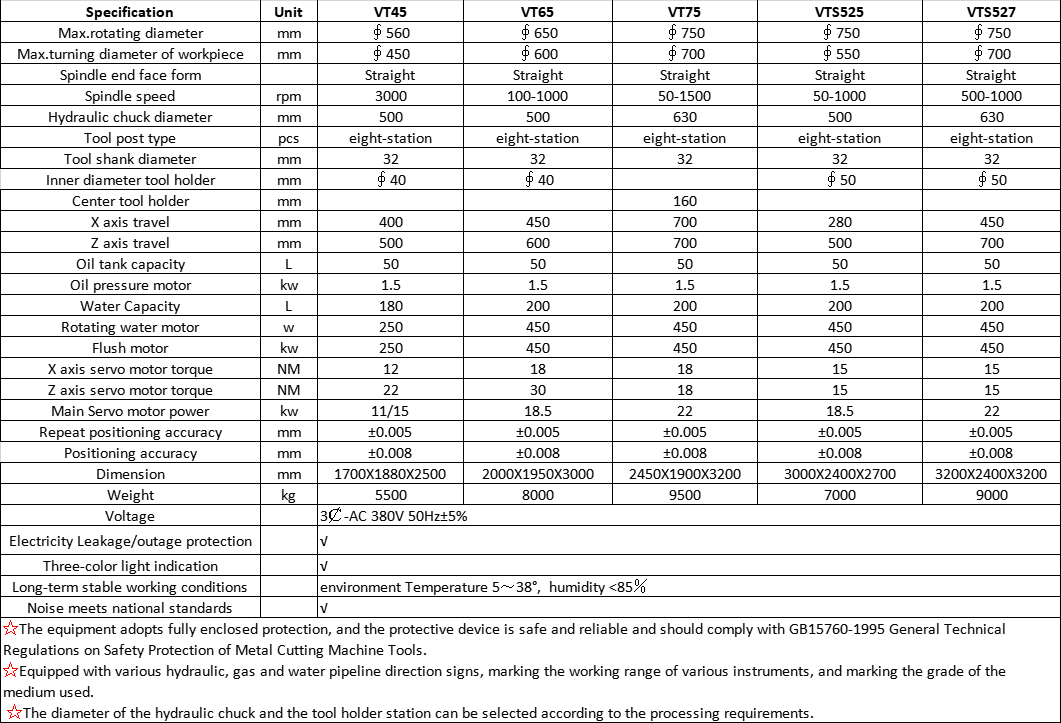

Frezare CNC verticală se folosește în principal pentru machinarea suprafețelor cilindrice externe ale pieselor de lucru mari, scurte și grele, fețele de capăt, suprafețele conice, gaurile cilindrice sau gaurile conice. Acestea pot fi de asemenea echipate cu dispozitive auxiliare pentru trecerea filetului, rotația sferică, profilarea, fresarea și strâmbarea. Caracteristica principală a frezelor verticale este că arborele principal este vertical, cu masa de lucru poziționată pe un plan orizontal. Piesa de lucru este fixată pe o masă mare, condusă de mișcarea de rotație a arborelui. Datorită montajului piesei pe o masă orizontală, fixarea este relativ ușoară. Calitatea piesei de lucru și forțele de tăiere sunt susținute de benzi de ghidare rotativă dintre masa și bază, reducând sarcina pe arbore și pe șarpe, asigurând o funcționare stabilă și menținând precizia machinariei pe perioade lungi.
Pentru mai multe informații despre frezele verticale CNC, vă rugăm să ne contactați.


1. Baza, coloana și scaunul deslizant sunt toate fabricate din fier greu de fundiță de înaltă calitate și au fost tempe rate. Se asigură că mașina-unelte are o putere mare și o stabilitate a preciziei pentru utilizare pe termen lung.
2. Mașina utilizează ghiduri liniare de tip rolete. Aceasta are o rigiditate superioară și o capacitate de încărcare mare. Acuratețea de poziționare și capacitatea de încărcare a mișcării de avans vertical și orizontal sunt îmbunătățite considerabil.
3. Roua arborelui mașinii și roua motorului CNC servo arbore sunt conectate printr-o corză, și pot fi configurate cu motoare de 18.5Kw sau 2kw cu viteze variabile continuu și o gamă largă de viteză. Poate să satisfacă diferitele cerințe ale vitezei arborelui pentru prelucrarea brută și finită a pieselor.
4. Avansele verticale și orizontale sunt controlate automat de motorul servo. Există dispozitive de protecție în ambele direcții, iar în direcția verticală este montat un mecanism de echilibrare a sarcinii, care reducă sarcina șerpii și extind semnificativ ciclul de viață al acesteia.
5. Ambele capete ale vilei cu bilă, atât în direcția verticală cât și în cea orizontală a mașinăriei, sunt susținute de șarpeți speciali pentru vili, ceea ce îmbunătățește și garantează precizia muncirii pieselor mașinăriei.
6. Mașina folosește un pompu de ulei electric pentru a lubrica automat fiecare parte într-un mod intermitent, asigurând lubricarea perechilor de rail de ghidare și a perechilor de vile cu bilă, ceea ce poate să prolongheze durata de viață a fiecărei perechi mobile.
7. Suportul pentru unelte adoptă un suport CNC multi-stațional orizontal sau vertical, care are un timp scurt de schimbare a uneltelor și îmbunătățește semnificativ eficiența muncii.
8. Extremitatea superioară a spindle-ului poate fi echipată cu o masă disc sau cu un pres cu mandru hidraulic, în funcție de cerințele utilizatorului. Extremitatea inferioară a axlei principale poate fi echipată cu un cilindru rotativ hidraulic, care se împarte în cilindru cu piston unic și cu dublu piston. Cilindrul cu piston unic poate fi folosit pentru a controla instrumentele de lucru să comprimă piesa de lucru sau pentru a controla presul hidraulic. Cu cilindru cu dublu piston, un cilindru controlează presul hidraulic, iar celălalt cilindru controlează instrumentele de lucru să comprimă piesa de lucru.
Caracteristici funcționale
AXA
Suportul broștei adoptă arbori cu rulmenturi dublu rand, iar în direcția axială se utilizează două arbori cu rulmenturi sferice de contact unghiular cu propulsie axială, care pot oferi o sarcină axială maximă de 497KN. Pentru a obține rigiditatea maximă a broștei, suprafața de contact a rulmenturilor ajunge la peste 98%, mult mai ridicat decât reglementările industriale de 85%, iar diametrul radial al broștei și săritura de pe fața de contact sunt ambele în interiorul de 0,003mm. Unitate integrală a broștei, precizie ridicată a rotației; rail arcuri liniar importate, suport spiral pre-trasat, luând în considerare atât rigiditatea tăierii cât și precizia poziționării.
Propulsia broștei
Propulsia broștei este împărțită într-un motor servo care o drivează direct prin intermediul unei trasuceri la timp pentru a realiza o ieșire de cuplaj mai mare.
Avans axial
Ca axă verticală, axa Z suportă o sarcină mai mare pe o perioadă lungă de timp și este mai ușor de uzat decât scrobina cu axă paralelă. Axa Z adoptă o linie de ghidare cu rolete de 55 mm și un diametru de scrob de 50 mm ca echipament standard. Pentru a realiza rigiditatea alimentării axiale și menținerea preciziei pe termen lung.
Proiectare cu cursă mare
Pentru a satisface cerințele de prelucrare a gaurilor adânci cu perete subțire, reprezentate de rotorul de frână, un bar al unui folositor compus este montat în centrul turnului, care permite schimbarea instrumentelor pe piesa fără a retrage instrumentul, ceea ce poate să mărească semnificativ eficiența de prelucrare. Este utilizat pentru prelucrarea pieselor mari și grele cu diametru mare și lungime scurtă și piese care nu pot fi bine fixate pe un torn orizontal.
Sistem de control numeric
Sisteme de control numeric frecvent utilizate:
1. Sistem de control numeric domestic: GSK, Chengdu, Guang Tai, Beijing, Kandi KND, sistem de control numeric Huazhong
2.Sistem CNC importat: Sistemul CNC SIEMENS din Germania, Mitsubishi din Japonia. FANUC Fanuc, Japonia


tăietoare de foi metalice cu guillotină 12*4000

Mașină de tăiere cu guillotină hidraulică Nadun cu braț oscilant și sistem de control E21

Frunză mecanică J23-80 ton are o forță mare, precizie și capacitate standard de tone; frunză mecanică cu capacitate întărită de 80 de tone

mașină de taiere a plăcilor hidraulice 16*2500

mașină solidă de perforare hidraulică CNC automată mare de 160 tone, unelte metalice

Masă de lucru mobilă pentru presă hidraulică Nadun 100T cu structură de ganț

Echipa noastră prietenoasă și-ar plăcea să audă de la tine!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Politica de Confidențialitate
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN