
Strona główna > Produkty > Pozioma Tornictwo Maszynowe > VTC75





Nadun CNC Pionowy Tokarz do cięcia krótkich wałków / elementów dyskowych / powierzchni stożkowych / wewnętrznych i zewnętrznych powierzchni cylindrycznych

Werkstättenfräsen CNC są przede wszystkim stosowane do obróbki zewnętrznych powierzchni walcowych dużych, krótkich i ciężkich detalów, ich powierzchni końcowych, powierzchni stożkowych, otworów walcowych lub stożkowych. Mogą również być wyposażone w urządzenia pomocnicze do wycinania gwintu, obrabiania kulistego, profilowania, frezowania i szlifowania. Główną cechą fräsenów pionowych jest to, że wałek główny jest pionowy, a obracająca się masa znajduje się w poziomej płaszczyźnie. Detal jest zaciśnięty na dużej obracającej się masie napędzanej ruchem obrotowym wałka głównego. Ze względu na montaż details na poziomej masie, zaciśnięcie jest względnie wygodne. Jakość details oraz siły tnące są wspierane przez kierownice obrotowe między masą a podstawą, co zmniejsza obciążenie wałka i łożysk, zapewniając stabilne działanie i utrzymując dokładność obróbki przez dłuższy czas.
Aby uzyskać więcej informacji o fräsenach CNC pionowych, skontaktuj się z nami.


1. Podstawa, kolumna i suwak są wykonane z wysokiej jakości szarego żelaza litniczego i zostały utlenione. Zapewniają one, że narzędzie maszynowe ma wysoką wytrzymałość i stabilność precyzji w długoterminowym użytkow.
2. Maszyna używa liniowych przewodów tocznych. Ma ona nadzwyczajną sztywność i zdolność nośną ciężkich obciążeń. Dokładność pozycjonowania oraz zdolność nośna ruchu podawania pionowego i poziomego została znacznie poprawiona.
3. Pulley wału głównego maszynornei i pulley wału głównego silnika serwoprzemiennika CNC są połączone pasem, a mogą być ciągle konfigurowane z motory o mocy 18,5 kW lub 2 kW, z ciągłym regulowaniem prędkości oraz szerokim zakresem prędkości. Może spełnić różne wymagania dotyczące prędkości wału głównego przy wytarzaniu i dobiegowaniu części.
4. Podawanie pionowe i poziome jest kontrolowane automatycznie przez silnik serwowy. W obu kierunkach znajdują się urządzenia ochronne, a w kierunku pionowym zainstalowany jest mechanizm równoważenia obciążenia, który zmniejsza obciążenie śruby kierowniczej i znacząco przedłuża cykl życia śruby kierowniczej.
5. Obie końce śruby kulowej w kierunku pionowym i poziomym maszyny są wsparte przez specjalne łożyska kulowe, co znacząco poprawia i gwarantuje dokładność obróbki części maszyn.
6. Maszyna używa pompy olejowej do automatycznego smarowania poszczególnych elementów w trybie przerywanym, co zapewnia smarowanie każdej pary przewodów liniowych i pary śrub kulowych, co może przedłużyć czas użytkowania każdego pary ruchomej.
7. Magazyn narzędzi wyposażony jest w poziomy lub pionowy wielostanowiskowy obrotowy magazyn narzędzi CNC, który ma krótki czas zmiany narzędzi i znacząco zwiększa wydajność pracy.
8. Górny koniec walców może być wyposażony w tarczę dyskową lub hydrauliczny obrocznik zgodnie z wymaganiami użytkownika. Dolny koniec głównego wału może być wyposażony w obrotowy cylindry olejowe, które dzielą się na jedno- i dwupistoniowe. Cylindry jednopistonna mogą być używane do sterowania narzędziem przy zacinaniu pracy albo do sterowania hydraulicznym obrocznikiem. Z cylindrami dwupistonna, jeden cylindra kontroluje hydrauliczny obrocznik, a drugi cylindra kontroluje narzędzie do zacinania pracy.
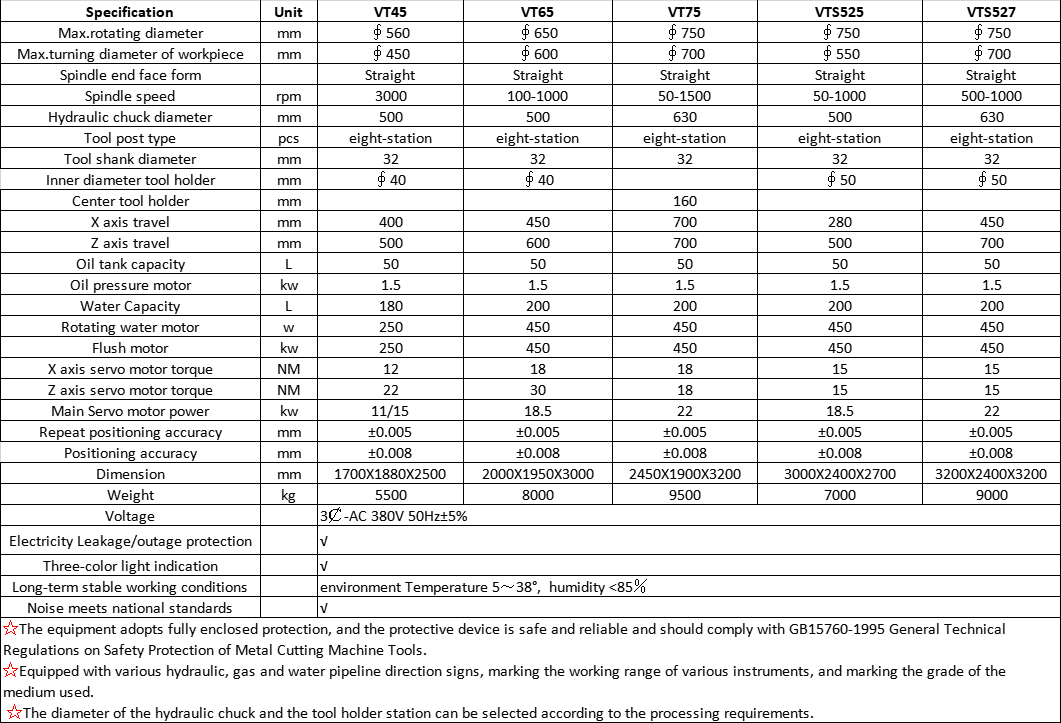
Wskaźniki funkcjonalne
Wrzeciono
Wspornik wałka wyposażono w podwójne rolkowe wsporniki rzedowe, a w kierunku osiowym zastosowano dwustronne wsporniki kuliste o kontakcie kątowym, które mogą zapewnić maksymalne obciążenie osiowe wynoszące 497KN. Aby uzyskać maksymalną sztywność wałka, powierzchnia kontaktowa wspornika osiąga ponad 98%, co jest znacznie wyższe niż przepisy branżowe na poziomie 85%, a bicia promieniowe średnicy wałka / skok powierzchni są w granicach 0,003mm. Jednostka wałkowa całościowa, wysoka dokładność obrotowa; zaimportowane liniowe tory rolkowe, wsparcie śrubowe z naprężeniem wstępnym, uwzględniające sztywność cięcia i dokładność pozycjonowania.
Napęd wałka
Napęd wałka podzielono na silnik serwowy, który bezpośrednio napędza wałek przez pas timingowy, aby osiągnąć większy wyjściowy moment obrotowy.
Podawanie osiowe
Jako oś pionowa, oś Z poddawana jest większym obciążeniu przez długi czas i łatwiej się zużywa niż śrubowana oś równoległa. Oś Z standardowo wyposażona jest w 55-mm rolkowy tor poruszający się z średnicą śruby wynoszącą 50 mm. W celu osiągnięcia sztywności podania osiowego i utrzymania dokładności na dłuższą metę.
Projekt z dużym zasięgiem
Aby spełnić wymagania dotyczące obróbki cienkich otworów głębokich, takich jak kołownica, w środku wieżyczki zainstalowano złożony narzędzie, które umożliwia zmianę narzędzia bez wycofywania go z pracy, co znacząco poprawia wydajność procesu. Służy do obróbki dużych i ciężkich części roboczych o dużym średnicy i krótkiej długości oraz części, które są trudne do zaciskania na tokarce poziomej.
System sterowania numerycznego
Powszechnie stosowany system numeryczny:
1. Krajowy system numeryczny: GSK, Chengdu, Guang Tai, Pekin, Kandi KND Huazhong system numeryczny
2. Zaimportowany system CNC: niemiecki system SIEMENS CNC, japoński Mitsubishi, FANUC Fanuc


wycinarka blach metalowych guillotiną 12*4000

Nadun Wycinarka z ramą wahadłową z systemem kontrolnym E21

Mechaniczny wyciskacz J23-80 ton ma dużą siłę, precyzję i standardową pojemność; mechaniczny wyciskacz z zwiększoną pojemnością 80-tonową

hydrauliczny wycinający maszyna 16*2500

duża CNC automatyczna hydrauliczna maszyna do wycinania otworów o mocy 160 ton, solidne narzędzia metalowe do wycinania otworów

Ruchowy stół prasowy Nadun 100T pras gantry hydrauliczny

Nasz przyjazny zespół chętnie odpowie na Twoje pytania!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Polityka prywatności
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN