




Nadun CNC Loddrett Slysingemaskin for å kutte korte akser/diskkomponenter/koniske flater/inne- og ytesylinderflater


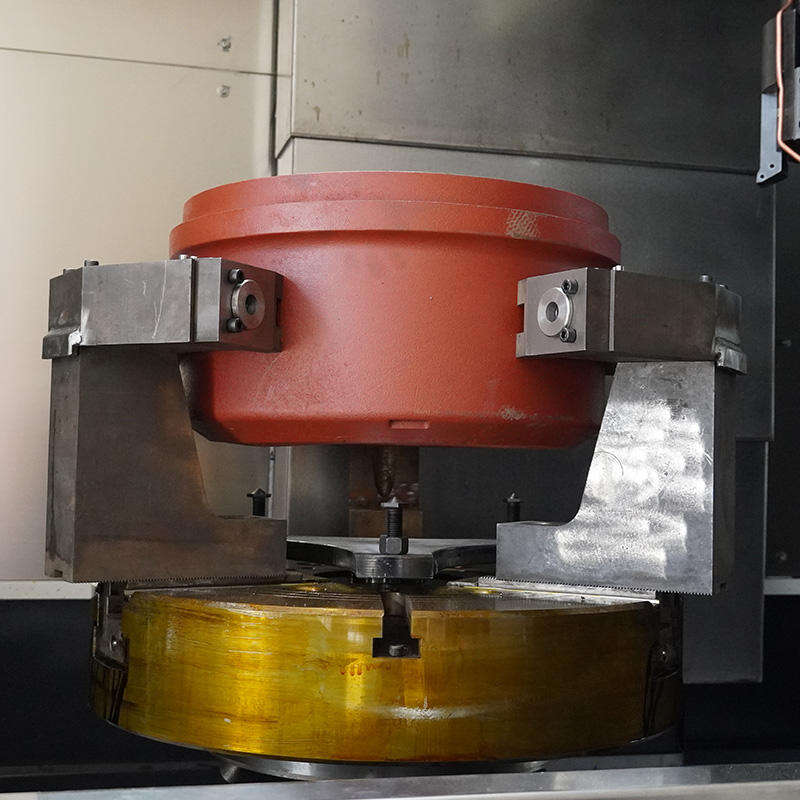
CNC vertikale skrapere brukes hovedsakelig til å bearbeide store, korte, tunge arbeidsstykker sine ytre sirkulære overflater, endeflater, kjegleoverflater, sirkulære hull eller kjeglehull. De kan også utstyres med tilleggsenheter for tråding, kuleformig skaping, profilering, fræsing og slipning. Den viktigste karakteristiken ved vertikale skrapere er at spindelen er loddrett, med arbeidstavlen plassert i et horisontalt plan. Arbeidsstykket er klamret fast på en stor arbeidstavle som drives av spindelens rotasjon. På grunn av at arbeidsstykket er montert på en horisontal arbeidstavle, er klampingen relativt enkel. Kvaliteten på arbeidsstykket og skjæringskraftene støttes av de rotatoriske veiledningsspor mellom arbeidstavlen og bassen, noe som reduserer belastningen på spindelen og lagrene, sikrer stabile driftsforhold og opprettholder bearbeidningsnøyaktigheten over lengre tidsrom.
For mer informasjon om CNC-vertikale skrapere, vennligst kontakt oss.
1. Bunnstykken, søylen og glidende sete er alle laget av høykvalitets grå gjutjern og har blitt temperert. Dette sikrer at maskinværktøyet har høy styrke og nøyaktighetsstabilitet over en lang periode.
2. Maskinen bruker rullelinjalglider. Den har ekstremt høy stivhet og tung lastekapacitet. Posisjonsnøyaktigheten og lastbæreevne for vertikalt og horisontalt fødebevegelse er mye forbedret.
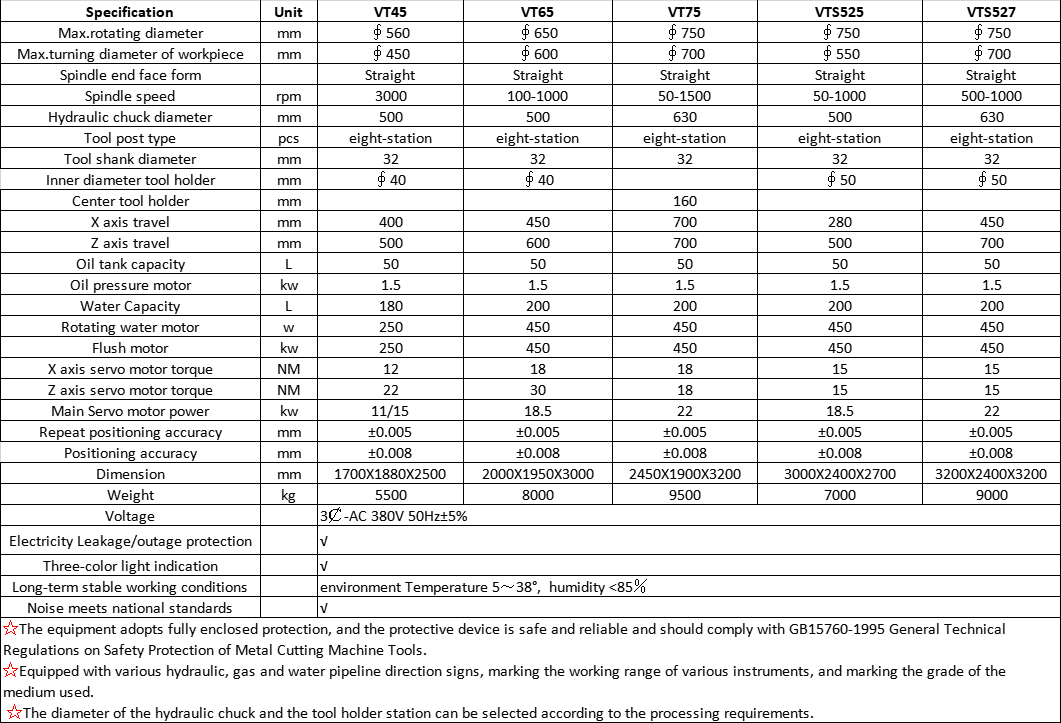
3. Spindelhjulet på maskinværktøyet og CNC servomotorhjulet for spindelen er forbundet med et belt, og kan konfigureres med 18.5Kw eller 2kw motorer med kontinuerlig variabel fart, og bred fartspanne. Den kan oppfylle ulike krav til spindelfart for grovt bearbeiding og ferdigbearbeiding av deler.
4. Vertikale og horisontale føder styres automatisk av servomotoren. Det finnes beskyttelsesapparater i begge retninger, og en lastbalanseringsmekanisme er installert i den vertikale retningen, som reduserer belastningen på trådskrueen og utstrækker livstiden til trådskruen betydelig.
5. Begge ender av ballskrue i den vertikale og horisontale retningen på maskinen støttes av spesialskruelager, noe som betydelig forbedrer og garanterer bearbeidningsnøyaktigheten til maskinens deler.
6. Maskinen bruker en elektrisk oljepumpe for å automatiske olje de forskjellige delene på en avslappet måte for å sikre oljing av hver veiledningssporpar og ballskruepar, hvilket kan forlenge tjenestelivet til hver bevegelsespar.
7. Verktøyholderen bruker en horisontal eller vertikal flerstasjons CNC-verktøyholder, som har kort verktøybytte tid og forbedrer arbeids-effektiviteten betraktelig.
8. Det øvre endet av spindelen kan utstyres med en skivering eller hydraulisk klemme etter brukerkrevninger. Det nedre endet av hovedaksen kan utstyres med en roterende olje-sylinder, som deles inn i enkelt-piston og dobbelt-piston. Den enkeltpistonsylinderen kan brukes til å kontrollere verktøyutstyr for å komprimere arbeidsstykket, eller for å kontrollere den hydrauliske klemmen. Med to-pistonsylindere kontrollerer én sylinder den hydrauliske klemmen, mens den andre sylinderen kontrollerer verktøyutstyr for å komprimere arbeidsstykket.
Funksjonelle egenskaper
Spindel
Kjernens støtte bruker dobbel rad rullebærere, og i akseledelsen brukes toveis skråkontaktkulebærere, som kan gi en maksimal akselast på 497KN. For å oppnå maksimal stivhet på kjernen, når kontaktområdet til bæreren overgår 98%, noe som er mye høyere enn bransjenormen på 85%. Kjerdiameterets radiale slått/endeflatasprang er begge innenfor 0.003mm. Enhetlig kjernemodul, høy rotasjonspresisjon; importert lineær rullerbaneveiledning, forhåndsdratt skruestøtte, med tanke på skjermestivhet og posisjonspresisjon.
Kjernedrev
Kjernedrevet deles inn i en servomotor som direkte driver kjernen gjennom en tidsbelsel for å oppnå større vridemomentutgang.
Aksellføring
Som en vertikal akse, bærer Z-aksen større last i lengre tid, og den er lettere å skade enn parallellaksen veiledningsskrue. Z-aksen bruker en 55 mm rulleveiledningsrail med en skruediameter på 50 mm som standardutstyr. For å oppnå akseforskyvningens stivhet og vedlikehold av langtidsnøyaktighet.
Stor strekning design
For å tilfredsstille behandlingen av tynde veggreper representert av bremsedyret, er det installert et sammensatt verktøystab i sentrum av tornet, som kan gjøre om verktøyene på arbeidsstykket uten å trekke tilbake verktøyet, noe som kan forbedre bearbeidingseffektiviteten betydelig. Den brukes til å behandle store og tunge arbeidsstykker med stor diameter og kort lengde, og stykker som ikke lett kan klemmes på en horisontal slibemaskin.
Tallkontrollsystem
Vanligbrukte tallkontrollsystemer:
1. Norsk tallkontrollsystem: GSK, Chengdu, Guang Tai, Beijing, Kandi KND Hua Zhong tallkontrollsystem
2.Importert CNC-system: SIEMENS CNC-system i Tyskland, Mitsubishi i Japan. FANUC Fanuc, Japan




160 ton stor cnc automatisk hydraulisk hullboretrykk hullbore solid maskin metallverktøy

Flyttbar arbeidstoy Nadun 100T portalkran hydraulisk trykkmaskin

Nadun svingbjelk hydraulisk skjæringsmaskin med E21 styringssystem

guillotine-bladsjørcutter 12*4000

hydraulisk plater skjæringsmaskin 16*2500

J23-80 tons mekanisk presse har høy styrke, nøyaktighet og standardtonnasje; mekanisk presse med forbedret kapasitet på 80 tons

Vår vennlige team ville elske å høre fra deg!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Personvernerklæring
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN