





Nadun CNC Vertikālais pagrieziena slaidnis ķēdes/griešanas darbiem uz īsām ass/diska daļām/koniskajām virsmām/iekšējām un ārējām cilindriskajām virsmām
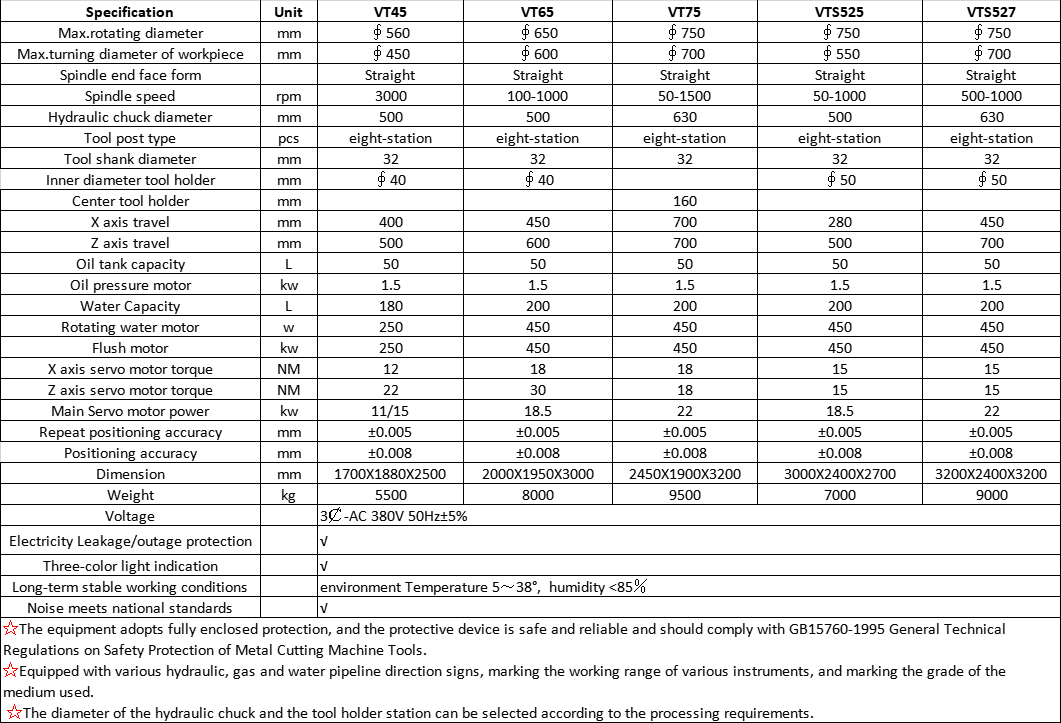

CNC vertikālie torni galvenokārt tiek izmantoti lielu, īsas garuma un smagā darba gabalu ārējo cilindrisko virsmu, gala sejas, konusveida virsmu, cilindriskajiem caurumiem vai konusveida caurumiem apstrādei. Tie var arī būt aprīkoti papildu ierīcēm ciparu veidošanai, sferiskajai apstrādei, profila veidošanai, frezēšanai un šleifēšanai. Vertikālo torni galvenais raksturs ir tāds, ka šafts ir uzstājies, savukārt darbvirsmas atrodas horizontālā plaknē. Darbgabals tiek piespiests uz lielu darbvirsmu, kas pārvada šafta rotācijas kustību. Tā kā darbgabals ir montēts uz horizontālas darbvirsmas, piespiestība ir salīdzinoši viegla. Darbgabala kvalitāte un griešanas spēki tiek atbalstīti starp darbvirsmu un pamatu esošajos rotācijas vadiņos, kas samazina šafta un ķekavu slodzi, nodrošinot stabili darbību un saglabājot apstrādes precizitāti ilgstoši.
Lai iegūtu vairāk informācijas par CNC vertikālajiem sliešļotiem, lūdzu, sazinieties ar mums.


1. Pamats, kolonna un slīdējošais sēdeklis veidoti no augstas kvalitātes pelēkās cietais dzelzs un ir termiski apstrādāti. Tas nodrošina, ka mašīnstrādātājam ir augsts spēks un precizitātes stabilitāte ilgtermiņa izmantošanai.
2. Mašīna izmanto rolleru tipa lineāros slīdes mehānismus. Tam ir ļoti augsts stingums un liels krājuma nosaukums. Vertikālās un horizontālās barožas kustības pozicionēšanas precizitāte un krājuma nosaukums ir bijuši lielā mērā uzlaboti.
3. Mašīnas virsmas riņķa riteņa un virsmas CNC servodaudzina riņķa riteņi ir savienoti ar jostu, un to var kontinuāli mainīt ātrumu ar 18,5 kW vai 2 kW motoru, kas nodrošina plašu ātruma diapazonu. Tas var apmierināt dažādas prasības virsmas ātrumam rūpju sākotnējai un gala apstrādei.
4. Vertikālā un horizontālā plūsmas tiek kontroletas automātiski ar servodvielu. Abās virzienos ir instalēti aizsardzības iekārtu, un vertikālajā virzienā ir instalēta slodzes līdzsvara mehānisms, kas samazina slodziņa šūnu slogu un lielā mērā paplašina šūnu dzīves ilgumu.
5. Abās malās bumbuļu šūna vertikālajā un horizontālajā virzienā ir uzkrītojušas speciālām šūnu ķēniem, kas lieliski uzlabo un nodrošina datorizētās rīkdienes daļu apstrādes precizitāti.
6. Datorizētā rīkdiena izmanto elektro smaržu pumpu, lai automatizētu katras daļas smaržošanu starpējā režīmā, lai nodrošinātu katru vadiņu pāru un bumbuļu šūnas pāru smaržošanu, kas var pagarināt katras kustamās pāra dienvidu termiņu.
7. Rīkdienes stieņa izmanto horizontālo vai vertikālo daudzstaciju CNC rīkdienes stieņu, kas ir īss rīku maiņas laiks un lielā mērā uzlabo darba efektivitāti.
8. Spindles augšējā daļa var tikt apvietota ar disku vai hidraulisko čūrku saskaņā ar lietotāja prasībām. Galvenās ass apakšējā daļa var tikt apvienota ar rotējošu oliešķiedru cilindru, kas ir sadalīts vienpistona un divpistona veidos. Vienpistona cilindrs var tikt izmantots, lai kontrollētu rīku kompresiju uz darbības gabala, vai arī lai kontrolētu hidraulisko čūrku. Divpistona cilindrā viens cilindrs kontrolē hidraulisko čūrku, savukārt otrs cilindrs kontrolē rīkus, lai kompresētu darbības gabalu.
Funkcionālās raksturības
Spindelis
Šafts līdzekļa izmanto dubultu rindu valku līdzekļus, savukārt ass virzienā tiek izmantoti divkājainie spiediena kontakta bumbiņu līdzekļi, kas var nodrošināt maksimālu ass slaidu 497 kN. Lai sasniegtu maksimālo šafta ciešumu, līdzekļa kontaktēšanās laukums sasniedz vairāk nekā 98%, kas ir daudz augstāks nekā nozarē noteiktie 85%. Šafta diametra radiālais trūkums / galvenā skoka amplitūda atrodas ierobežojumā 0,003 mm. Veselais šafta modulis, augsts griešanas precizitātes līmenis; importētas lineārās valku ceļģes, iepriekš uzvilkti šķēpu atbalsti, ņemot vērā griešanas ciešumu un pozicionēšanas precizitāti.
Šafta vadība
Šafta vadība sadalās servomotorā, kas tieši pārvalda šaftu caur laika lenti, lai sasniegtu lielāku momenta izvadi.
Ass padeve
Kā vertikālu asi, Z ass uzņem lielāku slogu ilgāk laikposmā un ir vieglāk iznīcināma nekā paralēlas ass vadības šūvi. Z ass kā standarta aprīkojumu izmanto 55 mm ritinātāja veida vadietni ar šūvas diametru 50 mm. Lai sasniegtu ass padeves ciešību un garlaicīgo precizitātes uzturēšanu.
Lielā gājiena dizains
Lai apmierinātu slīpo sienu dziļa caurules apstrādi, ko pārstāv breķu centrs, centrālajā torniņā ir iebūvēts komponentu rīku stieņš, kas ļauj mainīt rīkus darbības objekta vietā, neatņemot rīkus, kas var ievērojami palielināt apstrādes efektivitāti. Tas tiek izmantots lielu un smagu darbības objektu apstrādei ar lielu diametru un īsu garumu, kā arī darbības objektiem, kas nav viegli fiksējami horizontālajā torniņa mašīnā.
Skaitliskais kontroles sistēmas
Parastās skaitliskās kontroles sistēmas:
1. Vietējā skaitliskā kontroles sistēma: GSK, Chengdu, Guang Tai, Pekija, Kandi KND Huazhong skaitliskā kontroles sistēma
2. Importētais CNC sistēma: Vācijas SIEMENS CNC sistēma, Japānas Mitsubishi. Japānā FANUC Fanuc


griezējs stalda plāksņu 12*4000

Nadun griezmojošais loks hidrauliskās šķēru mašīnas ar E21 kontroles sistēmu

J23-80 tona mehāniskais uzsitas ar augstu spēku, precizitāti un standarta tonnu; mehāniskais uzsitas ar palielinātu 80-tonas jaudu

hidrauliskā lapu griešanas mašīna 16*2500

160 tona liels cnc automātisks hidrauliskais caurumu uzsitas caurumu uztaisījums metāla rīki

Kustamā darba galda Nadun 100T gantrija hidrauliskais spiedējs

Mūsu draudzīgā komanda ar lielu prieku gaidīs jūsu ziņas!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Privātuma politika
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN