
Მთავარი გვერდი > Პროდუქტები > Ვერტიკალური ლათის მაშინი > VTC65






1. ფუნდამენტი, სველები და სლაიდები შემზადებულია მაღალ ხარისხის ნათელი ქვაბისგან და გამოწვეულია გარმავლენით, რათა დარწმუნდეს, რომ მაშინა მქონია მაღალი სიდიდე და გრძელვადი პრეციზიონის стабილურობა.
2. მანქანის ინსტრუმენტი იყენებს როლის ტიპის ლინეარულ გაიდებს, რომლებიც მiliki უკანასკელ ხარისხის და ძალიან დიდ ბრუნვის საშუალებას. ეს ძალიან გაუმჯობეს მანქანის ინსტრუმენტის ჰორიზონტული და ვერტიკალური წვდომის განსაზღვრულ ზუსტობას და ბრუნვის საშუალებას.
3. სერვო მთელი მоторი ერთდება ღერძს სინქრონური საფერაშო ზოლით, რაც უზრუნველყოფს მუშაობის განსაზღვრული ზუსტობის განახლებას. ის მოგვცემს უნაკვეთ სიჩქარის რეჟიმს, და განსაზღვრული სიჩქარის დიაპაზონი შეიძლება მოწინავდეს განსხვავებული ღერძის სიჩქარის მოთხოვნებს რთული და ზუსტი მუშაობისთვის განსხვავებული ნაწილებისთვის.
4. ჰორიზონტული და ვერტიკალური წვდომები კონტროლირება ძალიან ძალიან მძლავრი სერვო მოტორებით ავტომატური წვდომისთვის. ჰორიზონტული წვდომა აღჭურვილია ბრუნვის ბალანსირების მექანიზმით, რაც ეფექტურად შემცირებს ბრუნვის წვდომის ბრუნვას და ძალიან გაუმჯობეს მისი სერვისის ვადა.
5. მანქანის ინსტრუმენტის ჰორიზონტული და ვერტიკალური ბურთის ღერძების ორივე ბოლო მხარე მხარე იყოფა შემოსავალი წყვილის წყვილის მეშვეობით, რაც ძალიან გაუმჯობეს და უზრუნველყოფს ნაწილების მუშაობის ზუსტობას.
6. მანქანის ინსტრუმენტი იყენებს გადარიცხვით ელექტრო ზედა მასლის პუმპას სხვადასხვა ნაწილთა შორის ავტომატურ ზედა მასლისთვის, რათა დააზუსტოს ყველა რეკვესტისა და ლედის მაღაზი, და დაუზუსტოს თითოეული მოძრაობის ნაწილის მუშაობის ზუსტება.
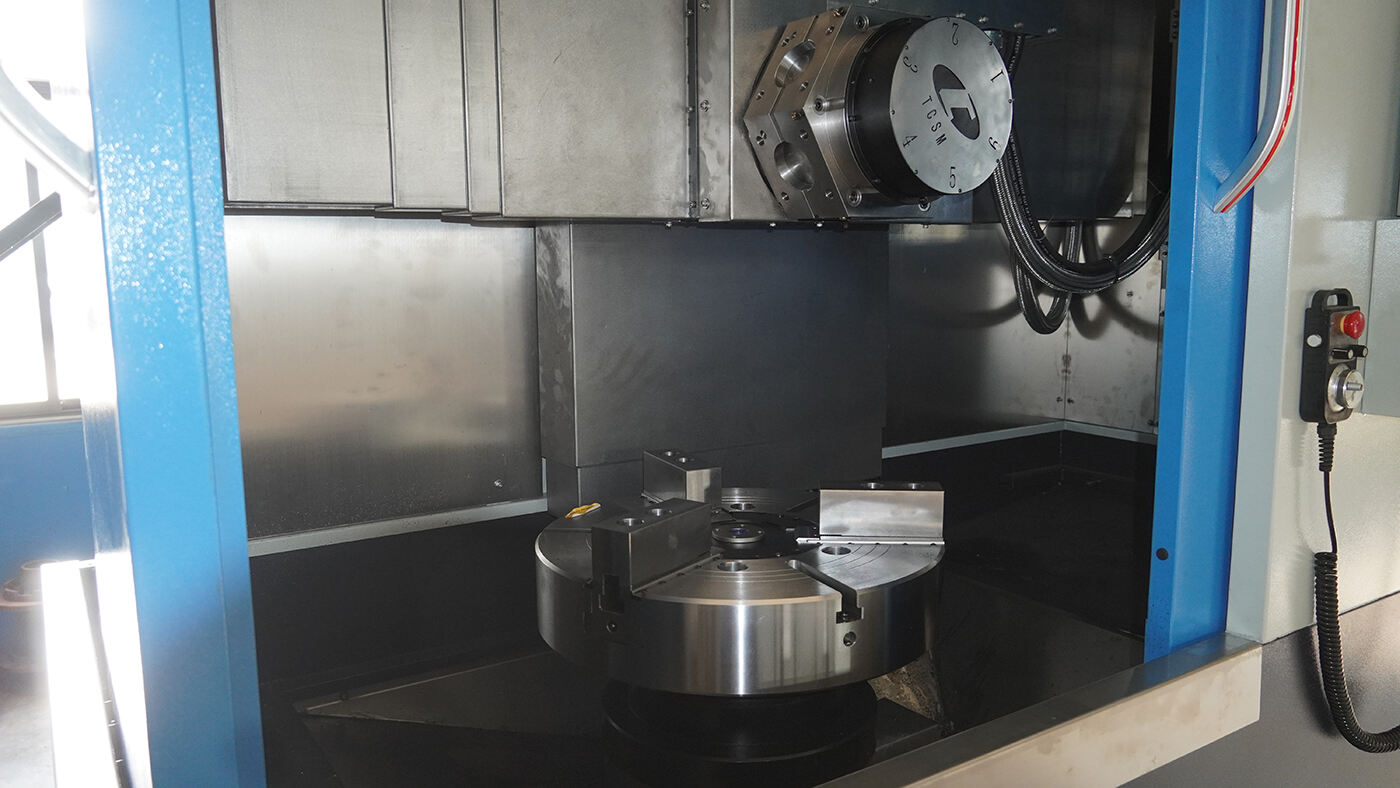
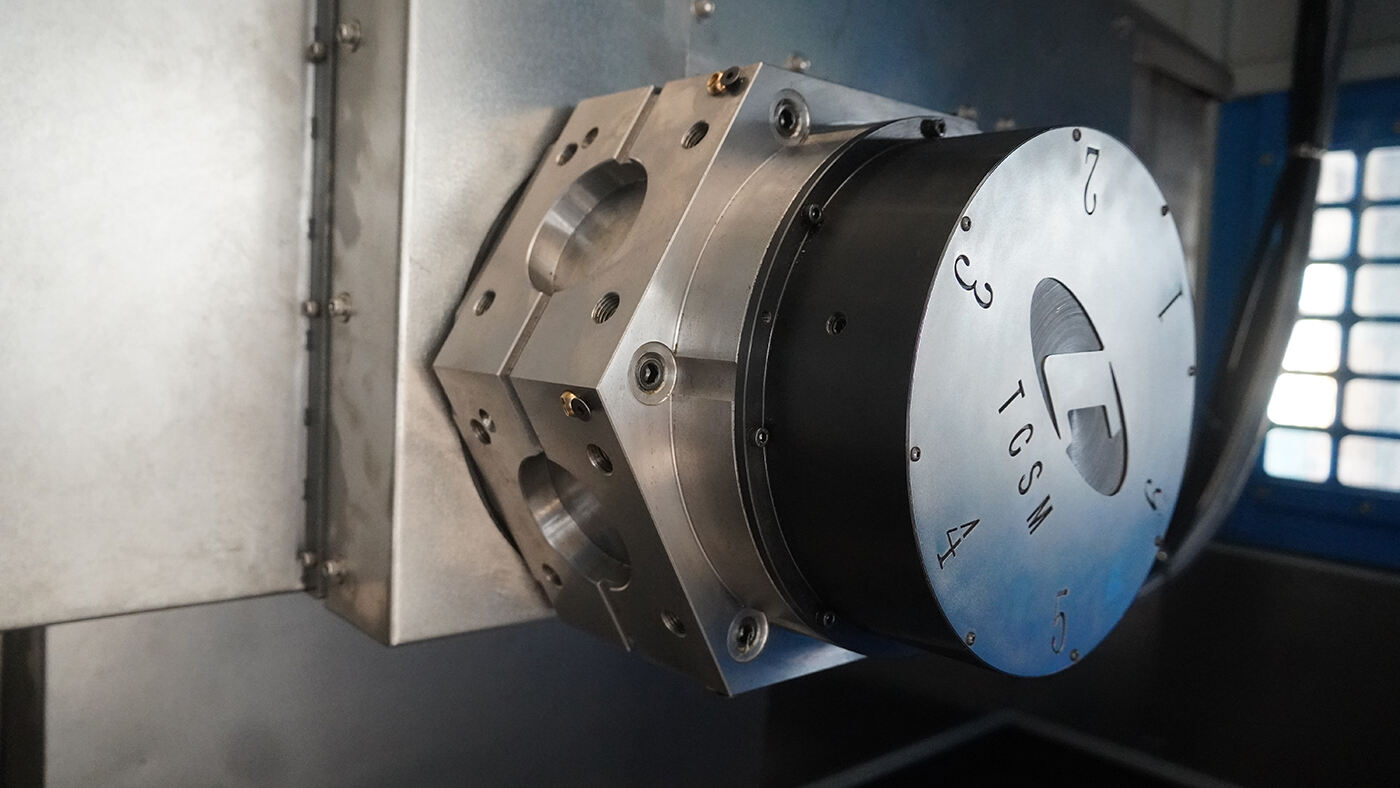
7. მანქანის ინსტრუმენტის ინსტრუმენტის ფოსტა იყენებს ჰორიზონტალურ ან ვერტიკალურ მრავალსაფეხურო ცენტრალურ რიცხვით-კონტროლირებულ ინსტრუმენტის ფოსტას ინსტრუმენტების ერთჯერადი ჩაკრებისთვის. მოკლე ინსტრუმენტის შეცვლის დრო ძალიან გააუმჯობეს მუშაობის ეფექტიურობას.
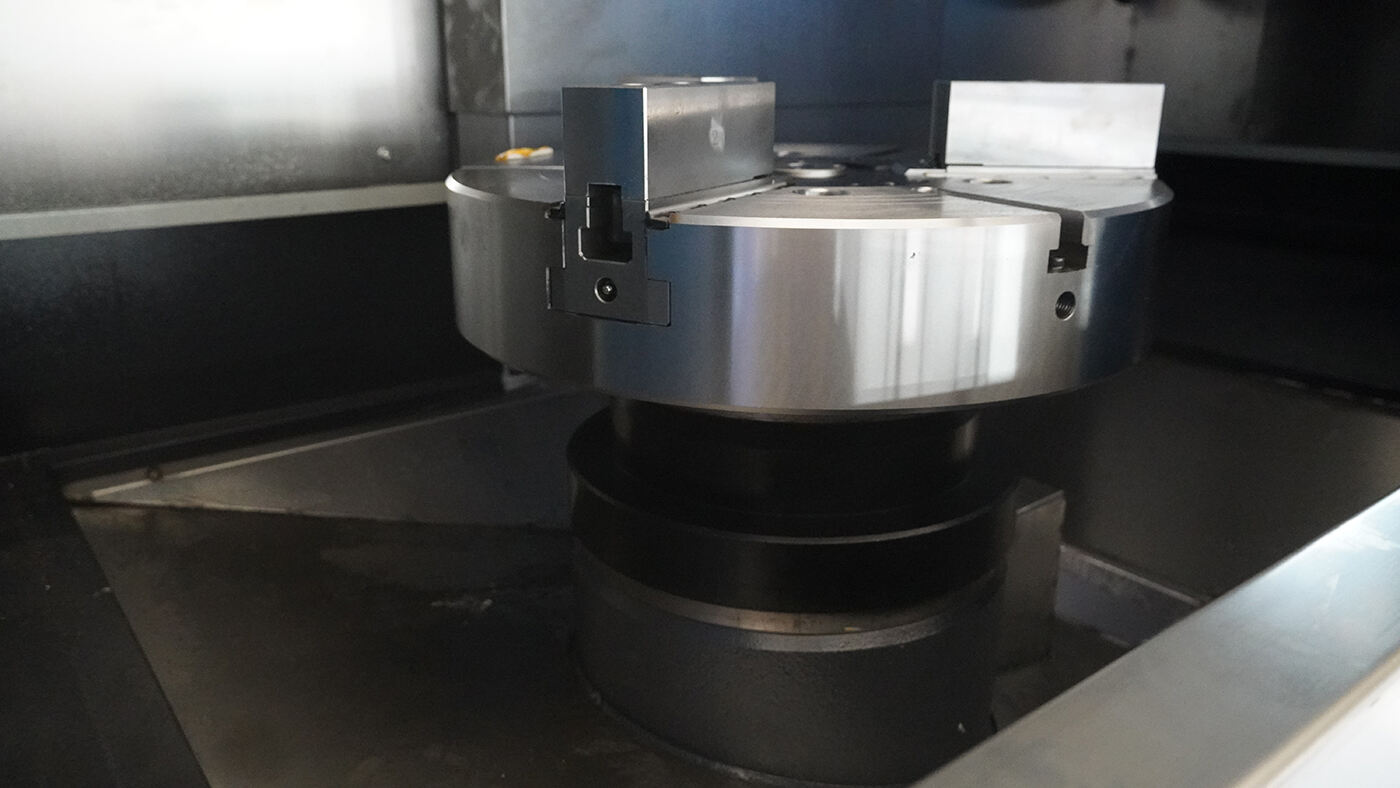
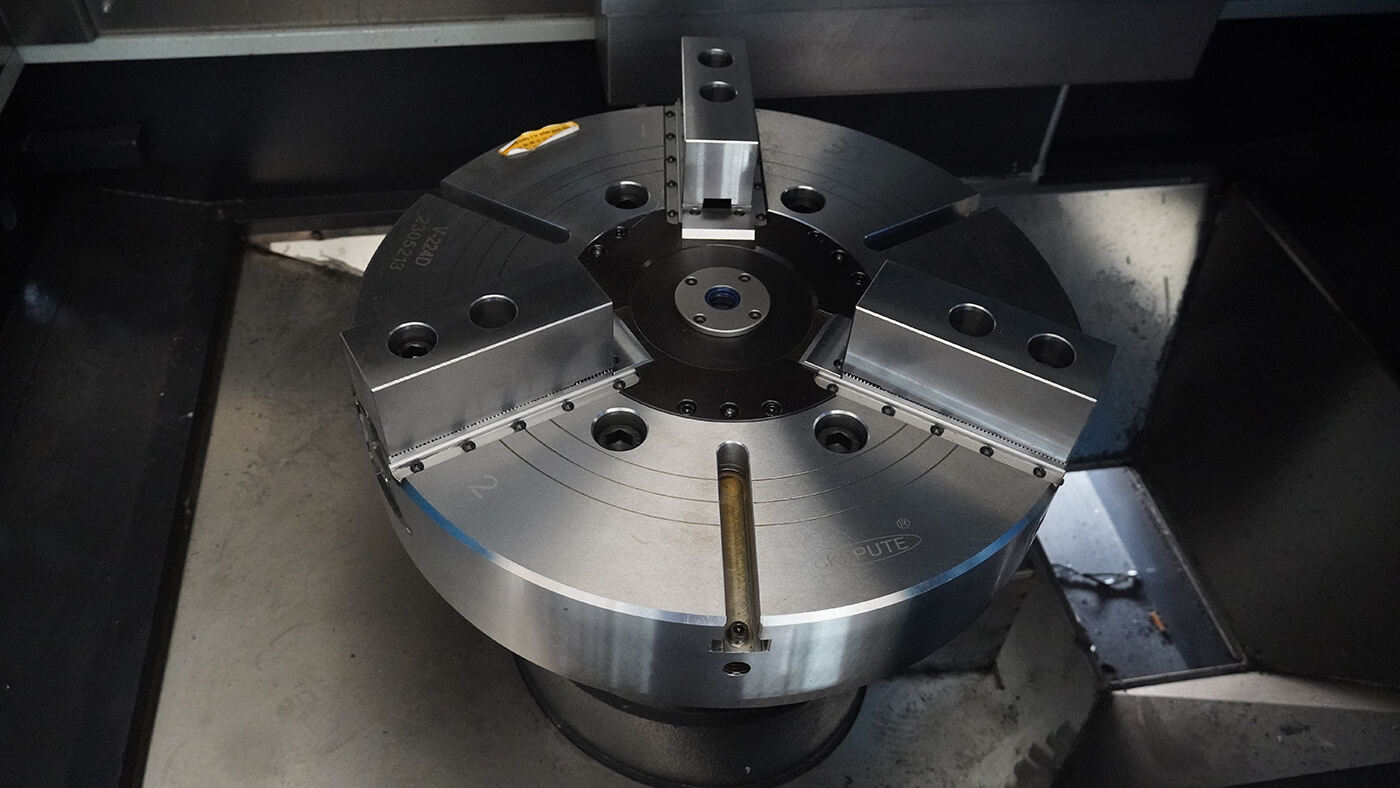
8. სპინდელის ზედა ბოლოზე შეიძლება ჩაიწეროს დისკის სამუშაო სამაგრი ან ჰიდროლიკური ჩაკი მომხმარებლის მოთხოვნის მიხედვით. სპინდელის ქვედა ბოლოზე შეიძლება ჩაიწეროს როტაციული ცილინდრი, რომელიც ხელმისაწვდომადაა ერთ-პისტონური და ორ-პისტონური ტიპის. ერთ-პისტონური ცილინდრი შეიძლება გამოიყენოს ფიქსირების საშუალებისთვის სამუშაო ნაწილის ჩაკრებისთვის ან ჰიდროლიკური ჩაკის კონტროლისთვის. ორ-პისტონური ცილინდრისთვის ერთი ცილინდრი კონტროლის ჰიდროლიკური ჩაკისთვისაა, ხოლო მეორე ცილინდრი ფიქსირების საშუალებისთვის სამუშაო ნაწილის ჩაკრებისთვის.




Პროდუქტის პარამეტრები
| Პროექტი | Სპეციფიკაცია | Ერთეული | VT45 | VT65 | VT75 |
| Მუშაობის საშუალება | Მაქს. გადაჭრის დიამეტრი | მმ | ∮560 | ∮650 | ∮750 |
| Მაქსიმალური ჭრის დიამეტრი | მმ | ∮450 | ∮600 | ∮700 | |
| Ღერძი | Შპინელის სახე | Სწორი | Სწორი | Სწორი | |
| Სპინდლის სიჩქარე | წთ/წთ | 100-2000 | 100-1000 | 100-1000 | |
| Ჩაკის დიამეტრი | მმ | 500 | 500 | 610 | |
| Ინსტრუმენტების ჟურნალი | Ინსტრუმენტების მოცულობა | pC | Ჰორიზონტალური 8 | Ჰორიზონტალური 8 | Ჰორიზონტალური 8 |
| Გადასვლა | X ღერძის გადასვლა | მმ | 400 | 420 | 700 |
| Z ღერძის გადასვლა | მმ | 500 | 500 | 700 | |
| Ჰიდროავამოწმევი | Ოილის ტანკის მოცულობა | L | 40 | 40 | 40 |
| Ჰიდროლიკური მოტორის ძალა | კვ | 2 | 2 | 2 | |
| Ძრავა | Გამავრცელებელი სერვო-მოტორის ძალა | კვ | 15 | 19 | 22 |
| Სიზუსტე | Განმეორებადი პოზიციონირება | მმ | ±0.008 | ±0.005 | ±0.005 |
| Პოზიციონირების ზუსტობა | მმ | ±0.008 | ±0.008 | ±0.008 | |
| Მაशინის გაზომვები | Სიგრძე * სიგანე * სიმაღლე | მმ | 2200*2300*2600 | 2150*2210*2970 | 2700*2100*3200 |
| Წონა (აქსესუარებით ერთად) | კგ | 5000 | 7000 | 9500 | |
| Ძალის მოთხოვნები | Ელექტროენერგიის მიწოდება | 3¢-AC 380V 50HZ±5% | |||
| Ჩანგრძლობის დაცული დამცავება, ძალის გასვლის დამცავება | √ | ||||
| Მანქანის მდგომარეობის სამფერიშო ინდიკატორი | √ | ||||
| Გრძელვად სტაბილური მუშაობა შემდეგი პირობებით | Გარე ტემპერატურა 5~38° | ||||
| Გარე ტენისტვა<85% | |||||
| Მაशინის შუქი შესაბამისი ეროვნული სტანდარტების | √ | ||||
Პროდუქტის გადასავარი და ტრანსპორტი
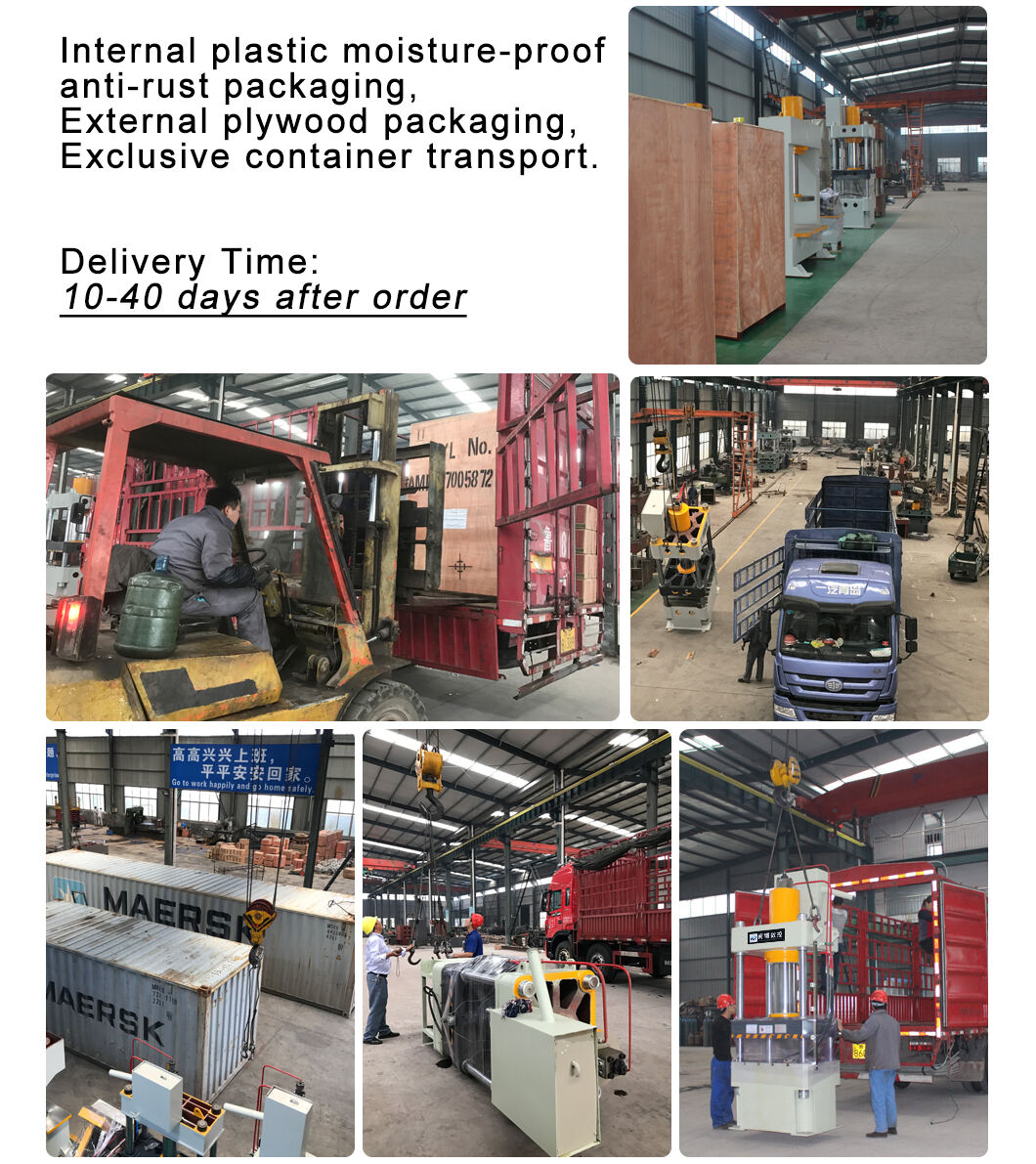
Შიგა პლასტიკური მოცულობის დაცული ანტირისტი გამოწვევა, გარე ფინის მოწვევა, ექსკლუზიური კონტეინერის ტრანსპორტი.
Დоставка: 10-40 დღეში შეკვეთის შემდეგ.
Კლიენტის ვიზიტი


გილოტინა ფეროს ლადის გაჭრის მანქანა 12*4000

J23-80 ტონიანი მექანიკური ხვრელის გაჭრის მანქანა მაღალი ძალით, ზუსტობით და სტანდარტული ტონაჟით; მექანიკური ხვრელის გაჭრის მანქანა გამარტივებული 80-ტონიანი მოცულობით

ჰიდროულიკური ფერდის გაჭრივების მაშინი 16*2500

Nadun შვილის ჰიდროული გაღების მანქანა E21 კონტროლური სისტემით

160 ტონიანი დიდი CNC ავტომატური ჰიდრაულიკური ხვრელის გაჭრის მანქანა მეტალურგიული ინსტრუმენტები

Მოძრაობის მუშაობის განზიადელი Nadun 100T Gantry ჰიდროავტომატური წნევის მაशინი

Ჩვენი მეგობრული გუნდი სიამოვნებით მოისმენს თქვენგან!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Პრივატულობის პოლიტიკა
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN