
Მთავარი გვერდი > Პროდუქტები > Ვერტიკალური ლათის მაშინი > VTC75





Nadun CNC ვერტიკალური გამრავლების ლათი მოკლე ღერძების, დისკის ნაწილების, კონუსური ზედაპირების, შიგა და გარე ცილინდრული ზედაპირების ჭრილად...
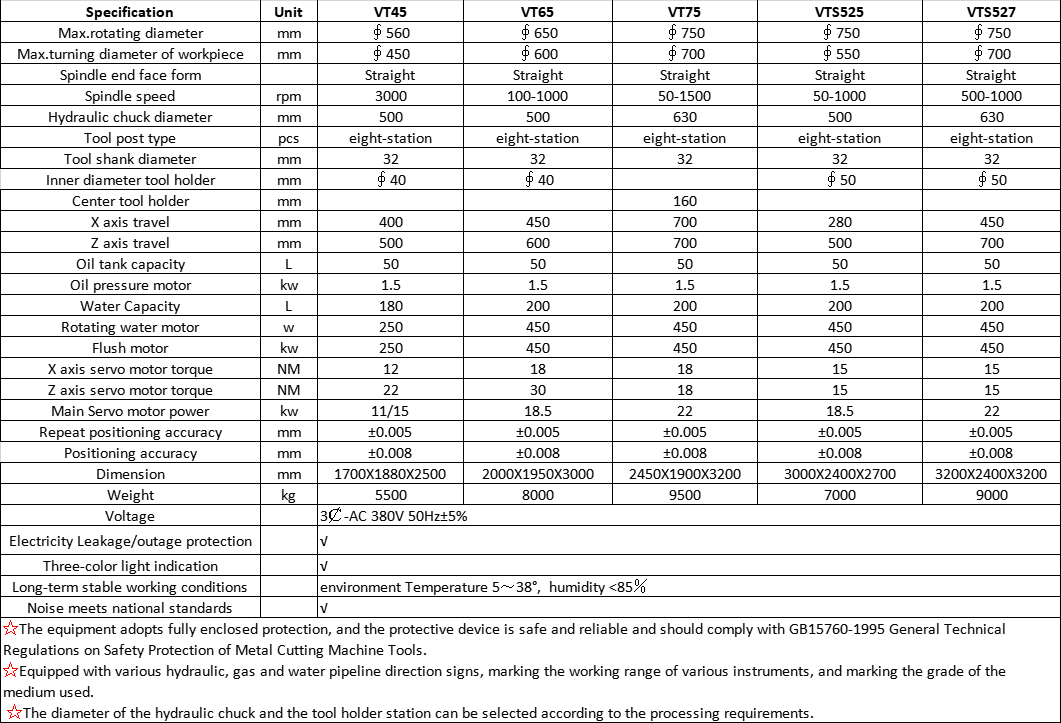

CNC ვერტიკალური მოწილები ძირითადად გამოიყენება დიდი, მოკლე, მძიმე მუშაობის გარე ცილინდრული ზედაპირების, ბოლო სა面料-ების, კონუსური ზედაპირების, ცილინდრული ხვრელების ან კონუსური ხვრელების მუშაობისთვის. მათ შეიძლება გადაადგილებული მოწყობები დაემატონ სანაკობარო დაჭრა, სფეროს მოწილვა, პროფილირება, მილინგი და მოხვეწა. ვერტიკალური მოწილების ძირითადი მახასიათებელია ის, რომ მახვილი მდებარეობს მართვით, მუშაობის მაგიდა მდებარეობს ჰორიზონტალურ სიბრტყეზე. მუშაობა დაკავშირებულია დიდ მაგიდაზე, რომელიც გადაადგილება მახვილის როტაციული მოძრაობით. მუშაობის ქვეშ მაგიდაზე დაყენების გამო, დაკავშირება საშუალებას აძლევს საშუალებას დაკავშირებისთვის. მუშაობის მასა და ჭრინის ძალები მხარდაჭერილია როტაციული გასწვრივების მიერ მაგიდა და ფუძე შორის, რაც მცირეა მახვილის და მაღაზიების მიერ აღდგენილი ტვირთი, რაც უზრუნველყოფს მუშაობის სტაბილურ მოძრაობას და განათლებული მუშაობის ზუსტება გრძელი პერიოდის განმავლობაში.
Მეტ ინფორმაციას CNC ვერტიკალური ლათების შესახებ, გთხოვთ დაგვიკავშირდით.


1. ფუძი, სვეტი და გადაწყვეტის სიდგი მზადდება მაღალ კლასის ნათელი ქვაბისგან და გამოწვეულია. დარწმუნებული არის, რომ მანქანა მაღალი სიძლიერე და მაღალი პრეციზიონის стабილურობა გამოყენების განმავლობაში.
2. მანქანა იყენებს როლერის ტიპის ლინეარულ სლაიდებს. ის მაღალი სიძლიერე და მაღალი ბრუნავის მომსახურების საშუალებას გაძლევს. ვერტიკალური და ჰორიზონტალური მოძრაობის განსაზღვრული ზუსტება და ბრუნავის მომსახურება საკმარისად გაიარეს.
3. მანქანის აღმავალის რუბი და აღმავალის CNC სერვომოტორის რუბი შერეულია ბელტით და შეიძლება იყოს მონაცემები 18.5Kw ან 2kw-ის მოტორები უწყვეტ სიჩქარის გარდაქმნით და გაფართოებული სიჩქარის დიაპაზონი. ის შეიძლება მოიკმარის სხვადასხვა მოთხობის მოთხობის სიჩქარის მოთხობის მოთხობის მოთხობის მოთხობის მოთხობის მოთხობის.
4. ვერტიკალური და ჰორიზონტალური გადასაძლებელი მოძრაობები კონტროლირებულია სერვო-მოტორის მიერ ავტომატურად. ორივე მიმართულებაში არის დაცული მექანიზმები, და ვერტიკალური მიმართულებაში დაყენებულია ბრუნავის მუდმივი მექანიზმი, რომელიც მცირეა ლედ სკრუსთვის ბრუნავის მუდმივი მექანიზმი და დიდი განსაზღვრულია ლედ სკრუს ცხოველი ციკლი.
5. მანქანის თვლის ჰორიზონტალური და ვერტიკალური მიმართულებებში, სფეროს გარშემო მხოლოდ მანქანის ორი ბოლო მხარე არის მიღებული სპეციალური სკრუს მახვილებით, რაც ძალიან გაუმჯობეს და უზრუნვებს მანქანის ნაწილების მუშაობის ზუსტობას.
6. მანქანა იყენებს ელექტრო ლუბრიკაციის მასალას გადასახატველად, რომელიც ავტომატურად ინტერმიტენტურად ლუბრიკაციას განათავსებს ყველა ნაწილზე, რათა უზრუნვების ყველა გაიდეს წყვილის წყალობას, რაც გაუზარდებს ყველა მოძრაობის წყალობის სერვისის ვადას.
7. ინსტრუმენტის ჩაკეტი იყენებს ჰორიზონტალურ ან ვერტიკალურ მრავალსაფეხურო ცნურის ინსტრუმენტის ჩაკეტს, რომელიც მilikiს მოკლე ინსტრუმენტის შეცვლის დრო და ძალიან გაუმჯობეს მუშაობის ეფექტიურობას.
8. სპინდლის ზედა ბოლოს მომხმარებლის მოთხოვნას შესაბამისად, შეიძლება აღარჩილოს დისკის მაგიდით ან ჰიდროავტომატურ ჩაკით. მთავარი ღერ Gaussian-ის ქვედა ბოლოს შეიძლება აღარჩილოს როტაციული ჰიდროცილინდრით, რომელიც განყოფილია ერთი პისტონისა და ორი პისტონის წყაროებად. ერთი პისტონის ცილინდრი შეიძლება გამოიყენოს ინსტრუმენტების მართვისთვის, რომლისაც საჭიროა ნამუშევრის შეკუმშვასთვის, ან ჰიდროავტომატურ ჩაკის მართვისთვის. ორი პისტონის ცილინდრის შემთხვევაში, ერთი ცილინდრი მართავს ჰიდროავტომატურ ჩაკს, ხოლო მეორე ცილინდრი მართავს ინსტრუმენტებს ნამუშევრის შეკუმშვასთვის.
Ფუნქციონალური მახასიათებლები
Ღერძი
Სპინდლის მახვილო გამოიყენება წყვილით რულერის მახვილებს, ხოლო ღერძეული მიმართულებაში გამოიყენება ორი გზის გადაცემული კუთხის კონტაქტული ბურთის მახვილები, რომლებიც შეძლებენ მაქსიმალურ ღერძეულ ბრუნებას 497KN-ით. სპინდლის მაქსიმალური მაღალი ჯიბის მისაღებად, მახვილის კონტაქტული ფართობი აღიწერება 98%-ზე მეტი, რაც ბევრი უფრო მაღალია, ვიდრე ინდუსტრიული ნორმა 85%-ზე, და სპინდლის დიამეტრის რადიუსური ბრუნება/საბოლო გადასვლა არის ორივე 0.003mm-ის შიგნით. ერთობლივი სპინდლის ერთეული, მაღალი როტაციის ზუსტება; იმპორტირებული წრფივი რულერის გაიდი, წინასწარ ჩართული სკრივის მიმართულება, რომელიც განიხილებს გაჭრის ჟიბსა და ზუსტ მისამართებას.
Სპინდლის გადასაცემი
Სპინდლის გადასაცემი განყოფილებულია სერვო მოტორზე, რომელიც გადაწერის ზოლით გადაწერის საშუალებით აღწერს უფრო დიდ ტორქის გამოსავალს.
Ღერძეული მისამართება
Როგორც ვერტიკალური ღერძი, Z ღერძი დიდზე მეტი ბრუნების წყაროს ახორციელებს გრძელ პერიოდის განმავლობაში და მართობის ღერძის მიმართ უფრო მართლულია. Z-ღერძის სტანდარტული აღჭურვილობა 55 მმ-იანი როლის ტიპის გიდანია და 50 მმ-იანი ღერძის დიამეტრი.
Დიდი გადასვლის დიზაინი
Რომ მოხდეს გარბენის ჰუბის მიერ წარმოდგენილი გამგზავნის მართვა გარბენის მართვაში, ტურეტის ცენტრში ჩანაცვლებულია სინთეზირებული ინსტრუმენტის ბარ, რომელიც შესაძლებლობას გაძლევს ინსტრუმენტის შეცვლას გარბენის მიერ გარეშე, რაც ძალიან გაუმჯობეს გამგზავნის ეფექტიურობას. იყენება დიამეტრის დიდი და სიგრძის მოკლე დიდი და მძიმე გარბენების და გარბენების მიერ გარეშე ჰორიზონტალური ლათის მიერ გამოყენებული გარბენების დამუშავებისთვის.
Რიცხვითი კონტროლის სისტემა
Ჩვეულებრივ გამოყენებული რიცხვითი კონტროლის სისტემა:
1. საქართველოს რიცხვითი კონტროლის სისტემა: GSK, ჩენგდუ, გვანგ ტაი, ბეიჯინგ, კანდი KND, ჰუაჟუნგ რიცხვითი კონტროლის სისტემა
2. იმპორტირებული CNC სისტემა: გერმანიის SIEMENS CNC სისტემა, იაპონიის Mitsubishi. FANUC Fanuc, იაპონია


გილოტინა ფეროს ლადის გაჭრის მანქანა 12*4000

Nadun შვილის ჰიდროული გაღების მანქანა E21 კონტროლური სისტემით

J23-80 ტონიანი მექანიკური ხვრელის გაჭრის მანქანა მაღალი ძალით, ზუსტობით და სტანდარტული ტონაჟით; მექანიკური ხვრელის გაჭრის მანქანა გამარტივებული 80-ტონიანი მოცულობით

ჰიდროულიკური ფერდის გაჭრივების მაშინი 16*2500

160 ტონიანი დიდი CNC ავტომატური ჰიდრაულიკური ხვრელის გაჭრის მანქანა მეტალურგიული ინსტრუმენტები

Მოძრაობის მუშაობის განზიადელი Nadun 100T Gantry ჰიდროავტომატური წნევის მაशინი

Ჩვენი მეგობრული გუნდი სიამოვნებით მოისმენს თქვენგან!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Პრივატულობის პოლიტიკა
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN