




מטחנת גירוי אנכית CNC Nadun להחתכת צירים קצרים / חלקים דיסקיים / שטחי מדרון / פאות חיצוניות ופנימיות אילוֹת


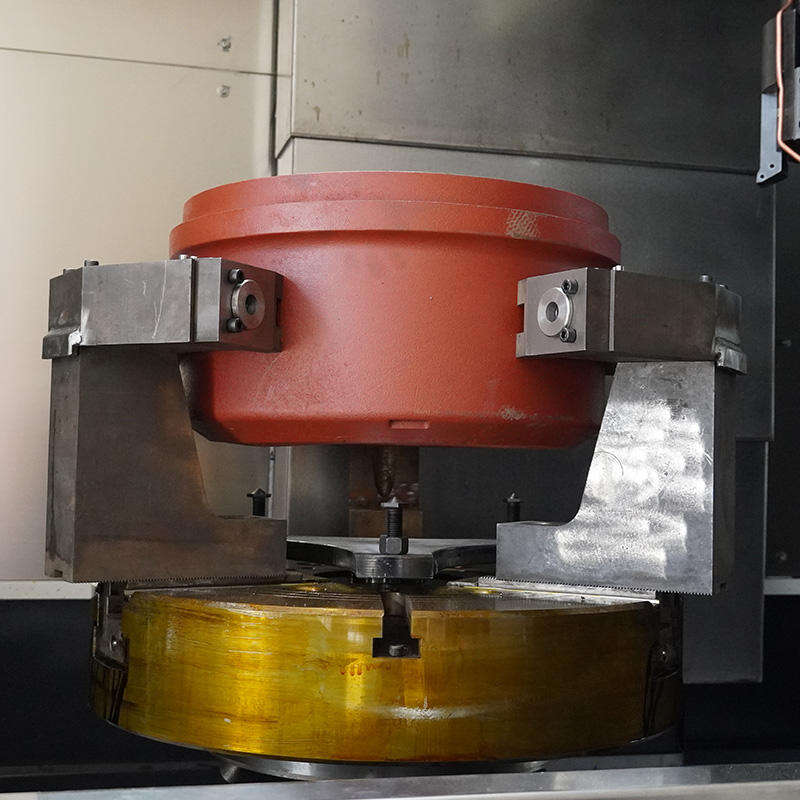
מחטאות CNC אנכיות משמשות בעיקר לחתוך פנים חיצוניים גליליים של חלקים גדולים, קצרים וכבירים, פנים סופיים, פנים חרוטיים, חורים גליליים או חורים חרוטיים. הן יכולות גם להיבנות עם מכשירי עזר לשידול, חיתוך כדור, פרופיל, חיתוך מילינג וшлиFontAwesomeIcon. התכונה המרכזית של מחטאות אנכיות היא שהדופן מוצב אנכית, והשולחן הפועלים ממוקם במישור אופקי. החלק מחובר על שולחן גדול הנע על ידי תנועת הסיבוב של הדופן. בגלל שהחלק מחובר על שולחן אופקי, החזקת החלק יחסית נוחה. איכות החלק וכוחות החיתוך נתמכים על ידי מסילות סיבוב בין השולחן לבסיס, מה שמפחית את העומס על הדופן והמפרקים, ומבטיח פעולת יציבה ושימור דיוק החיתוך לאורך זמן.
לפרטים נוספים על מחטאות CNC אנכיות, אנא צוינו איתנו קשר.
1. הבסיס, העמוד והכסא הגלילי עשויים כולם מסידן אפור מדרגה גבוהה ועברו תהליך של חימום. זה מבטיח שהכלי המהנדסי יחזיק בכוח גבוה וביציבות דיוק לטווח ארוך של שימוש.
2. המכונה משתמשת ברצפות קוויות מסוג גלגל. יש לה קשיחות גבוהה במיוחד וכושר נשיאה גדול. הדיוק של התנועה בהאספקה אנכית ואופקית, וכן הכושר הנשיאה של התנועה האנכית והאופקית שופרו בצורה ניכרת.
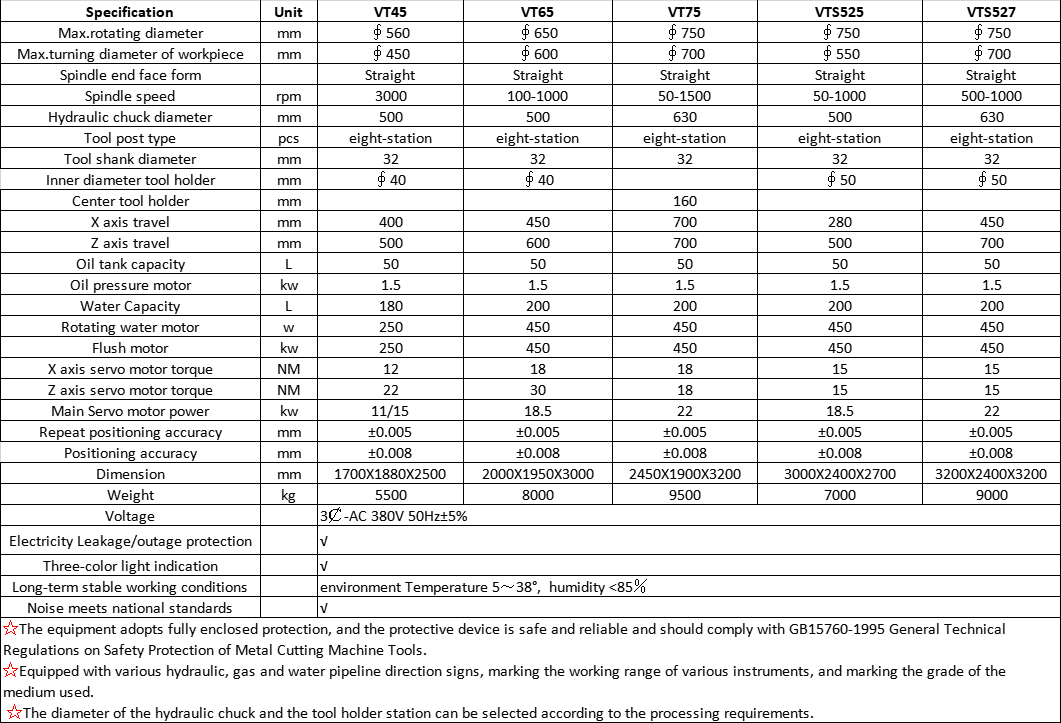
3. הפוליה של ציר המכונה והפוליה של מנוע הסרוו CNC מחוברים על ידי חבל, וניתן להתקין את המנועים ב- 18.5Kw או 2kw עם שינוי מהיר רציף של מהירות, והטווח הרחב של מהירויות. זה יכול לענות על הצרכים השונים למהירויות של ציר עבור עיבוד גס והשלמה של חלקים.
4. האספקה האנכית והאופקית מופעלת אוטומטית על ידי מנוע סרוו. יש מכשירי הגנה בשני הכיוונים, והמנגנון של שיווי משקל מותקן בכיוון האנכי, מה שמצמצם את העומס על השפלה ומשפר בצורה ניכרת את מחזור החיים של השפלה.
5. כל אחד מהקצוות של ציר הכדור בכוונים האנכי והאופקי של מכונת חיתוך נתמכים על ידי מסובים מיוחדים לציר זה, מה שמשפר בצורה דרמטית ומבטיח את דיוק החיתוך של חלקי מכונת החיתוך.
6. מכונת החיתוך משתמשת במנוע שמן כדי ללחות אוטומטית כל חלק באופן התואם כדי לבטח את הליקוי של כל זוג מסלולי הורדנים וזוג צירי הכדור, מה שאפשר להאריך את תקופת החיים של כל זוג תנועה.
7. מושב הכלים משתמש במושב כלים רב-תחנות CNC אופקי או אנכי, שיש לו זמן החלפת כלים קצר ומהשפר בצורה ניכרת את יעילות העבודה.
8. הקצה העליון של המוט יכול להיבקע בטבלת דיסק או בחפיסה הידראולית לפי דרישות המשתמש. הקצה התחתון של ציר הראשי יכול להיבקע במדורל שמן סיבוב, שמתחלק ל单车טן ודו-סיטון. חטיף הסינגל יכול לשמש כדי לשלוט בכלי עבודה כדי ללחוץ על החומר. או כדי לשלוט בחפיסה הידראולית. עם חטיפים דו-סיטון, חטיף אחד משלים את החפיסה הידראולית, והחטיף השני משלים את הכלי עבודה כדי ללחוץ על החומר.
תכונות פונקציונליות
מוט ספינדל
המוט המניע כולל מושב כדור עם שני שורות של כדורי מסלול, והכיוון האקסי כולל שני מושבי כדור מגע זוויתי דו-כיווניים שיכולים לספק עומס אקסי מרבי של 497KN. כדי להשיג את הקשיחות המרבית של המוט, שטח ההשקעה של המושב מגיע יותר מ-98%, מה שגבוה בהרבה מ-85%正如 התעשיה מחייבת, והדיאמטר הרדיאלי של המוט והקפיצה על פני השטח הם שניהם בתוך 0.003mm. יחידת מוט תואמת, דיוק סיבוב גבוה; מסלול גלגלים רולני יבואי, תמיכה בספיראלה מוקדמת, תוך אכיפה של קשיחות חיתוך ודיוק מיקום.
הנעה של מוט
ההנעה של המוט מחולקת למנוע סרוו שמניע ישירות את המוט דרך חבל זמן כדי להשיג פלט תורק גדול יותר.
הזנה אקסית
כציר אנכי, הציר Z נושא עומס גדול יותר למשך זמן ארוך וקל יותר לו להיתר מאחר שציר המדריך השטוח. הציר Z מתקין מסלול גלגלים באורך 55 מ"מ ובקוטר嫘 של 50 מ"מ כציוד סטנדרטי. כדי להשיג את הקשיחות של ההובלה הצירית ושימור הדיוק לטווח ארוך.
עיצוב תזוזה גדולה
כדי לענות על צרכי עיבוד חורים עמוקים דקיקי קירות כמו מפזר, מותקן כלים תרכובתי במרכז הטורן, שמאפשר החלפת כלים על החומר ללא איחזור הכלים, מה שמשפר בצורה ניכרת את יעילות העיבוד. זה משמש לעיבוד חומרים גדולים וכבדים עם קוטר גדול ואורך קצר וחומרים שאינם קלים להחזקה על טורניט הORIZONTAL.
מערכת בקרת מספרית
מערכות בקרת מספרית נפוצות:
1. מערכת בקרת מספרית מקומית: GSK, צ'נגדו, גואנג טאי, בייג'ינג, קנדי KND, מערכת בקרת מספרית הוואצ'ונג
2. מערכת CNC מיובאת: מערכת SIEMENS CNC מגרמניה, Mitsubishi מיפן. FANUC Fanuc, יפן




160 טון מכונה גדולה עם שליטה CNC אוטומטית להידראוליקה לדקור חורים במחטים מוצקים לכלי מתכות

שולחן עבודה מזוז נאדון 100T מכונה הידראולית בגשר

מכונה חתוך גיילוטין Nadun עם מערכת שליטה E21

חתיכת לוח מתכת גיליוטינה 12*4000

מכונה לחתוך פלדה הידראולית 16*2500

מכונה מכנית לדקירה מסוג J23-80 טון בעלת כוח גבוה, דיוק ומשקל תקני; מכונה מכנית עם קיבולת מוגברת של 80 טון

הצוות הח kansה שלנו יהיה שמח לשמוע ממך!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - מדיניותICY
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN