




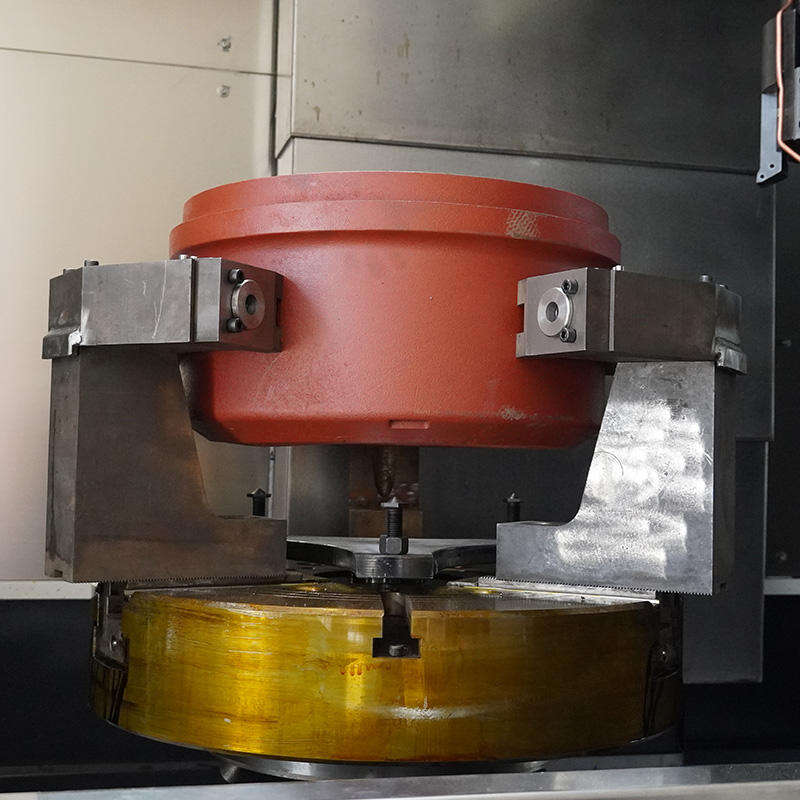
Nadun CNC uspravni točni stroj za režanje kratkih valjeva / diskovitih dijelova / kosih površina / unutarnjih i vanjskih valjkastih površina


CNC uspravni tornjevi se uglavnom koriste za obradu velikih, kratkih, teških radnih materijala, vanjskih valjastih površina, krajeva, konusnih površina, valjastih rupa ili konusnih rupa. Također se mogu opremiti pomoćnim uređajima za izrađivanje škrinje, kugline obrade, profiliranje, frizovanje i brisanje. Glavna karakteristika uspravnih tornjeva jest da je vrtljič uspravan, a radna ploča postavljena u horizontalnoj ravnini. Radni materijal je zaključan na velikoj radnoj ploči koja se okreće uz rotacijski pokret vrtljiča. Zbog toga što je radni materijal montiran na horizontalnu radnu ploču, zaključavanje je relativno jednostavno. Kvaliteta radnog materijala i sile reza podržane su vodimima između radne ploče i baze, što smanjuje opterećenje vrtljiča i loptica, osiguravajući stabilnu radnju i održavajući točnu obradu tijekom dugačak period.
Za više informacija o CNC uspravnim tornjevima, molimo vas da nas kontaktirate.
1. Baza, stupac i klizni sjedalo su napravljeni od visokokvalitetnog sivega čelika za gube i otpaženi su. Osiguravaju da strojna oruđa imaju visoku jačinu i stabilnost preciznosti za dugoročno korištenje.
2. Stroj koristi klizne ravne priribnice s točkastim kotuljem. Imaju izuzetnu čvrstost i sposobnost noseanja teških opterećenja. Preciznost položaja, sposobnost noseanja opterećenja u vertikalnom i horizontalnom smjeru pomaka znatno je poboljšana.
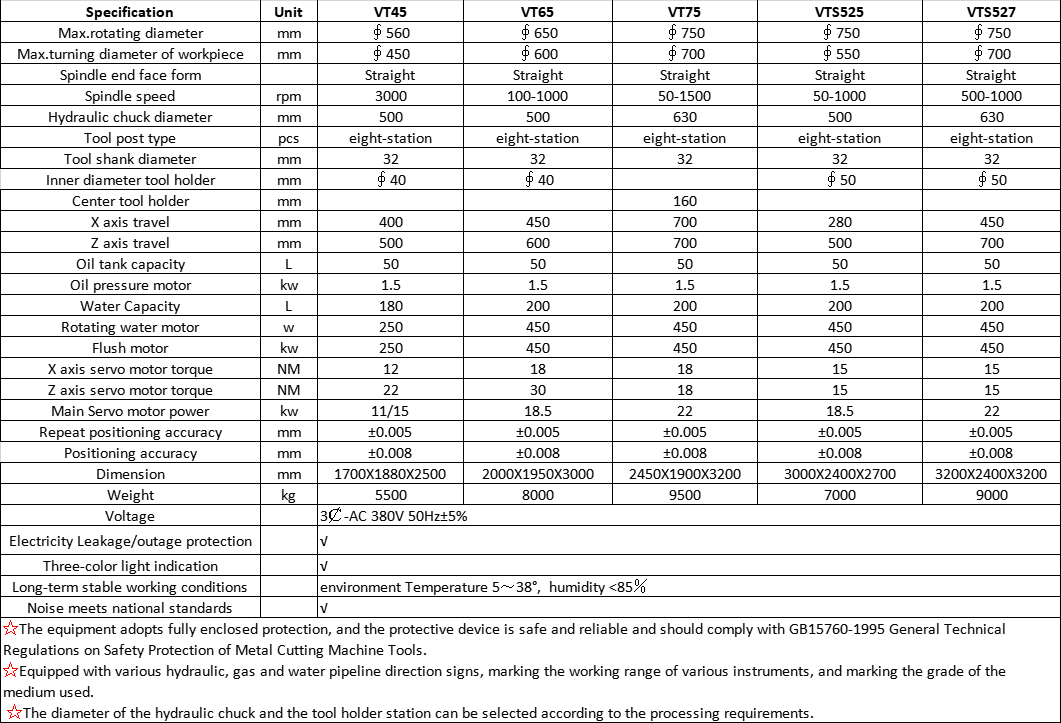
3. Puljer glavnog valjka strojnog alata i puljer CNC servomotora glavnog valjka spojeni su poveznicom, a mogu se konfigurirati s motorima od 18,5 kW ili 2 kW s neprekinutom promjenom brzine i širokim rasponom brzine. Može zadovoljiti različite zahtjeve brzine glavnog valjka za hrubu obradu i finiširanje dijelova.
4. Vertikalni i horizontalni pomaci upravljaju se automatski putem servomotora. Postoje zaštita uređaji u oba smjera, a u vertikalnom smjeru instaliran je mehanizam ravnoteže tereta, što smanjuje opterećenje vijca i značajno produžava životni vijek vijca.
5. Obje strane loptasto šrajbne u vertikalnom i horizontalnom smjeru stroja podržavaju se posebnim šrajbnim loptastim nosačima, što znatno poboljšava i osigurava točnost obrade dijelova stroja.
6. Stroj koristi elastični maslac za automatsko masiranje dijelova na prekidav način kako bi se osiguralo masiranje svakog vodiča parova i loptasto šrajbne parove, što može poduzeti trajanje svakog gibanja para.
7. Obrtni stožac koristi horizontalni ili vertikalni višestanji CNC obrtni stožac, koji ima kratko vrijeme zamjene alata i znatno povećava radnu učinkovitost.
8. Gornji kraj vijaka može biti opremljen pločnom stolom ili hidrauličkim šipkom prema zahtjevima korisnika. Donji kraj glavnog valjka može biti opremljen rotacijskim oljećnim cilindrom, koji se dijeli na jednopistonski i dvojpistonski. Jednopistonski cilindar može se koristiti za upravljanje alatom kako bi se stisnuo radni materijal ili za upravljanje hidrauličkim šipkom. S dvojpistonskim cilindrima, jedan cilindar upravlja hidrauličkom šipkom, a drugi cilindar upravlja alatom kako bi se stisnuo radni materijal.
Funkcionalne karakteristike
GLAVA<br>
Osa nosioca koristi dvostruke rolne nosačeve, a u osnom smjeru koristi dvosmjernu kutastu loptasto-osnu točku, koja može pružiti maksimalni osni opterećenje od 497 kN. Da bi se postigla maksimalna čvrstoća osnovnog nosača, kontaktna površina nosača dostiže više od 98%, što je mnogo više od industrijskih propisa od 85%, a promjer osnovnog nosača / skočnica na kraju su oba unutar 0,003 mm. cjelovita jedinica osnovnog nosača, visoka rotacijska preciznost; uvezeni linearni rolinski vodnik, prethodno napet vijak za podršku, uzimajući u obzir čvrstoću rezanja i preciznost položaja.
Pogon osnovnog nosača
Pogon osnovnog nosača podijeljen je na servomotor koji izravno pogoni osnovni nosač putem vremenskog opasa da bi se postigao veći izlazni moment.
Osno pomakanje
Kao vertikalna os, Z-os nosi veći optužanjem duže vrijeme i lako se može iznijeti u odnosu na vodički štitnik s paralelnom osi. Z-os ima standardno opremu od 55 mm valjastog vodičkog rata s promjerom štitka od 50 mm. radi postizanja čvrstoće osnog podatka i održavanja dugoročne točnosti.
Dizajn s velikim putem
Kako bi se zadovoljili zahtjevi za obradom tankih dubokih rupe predstavljene brezovim centrom, u središtu tornja instaliran je složeni alatni stroj, koji omogućuje zamjenu alata na radnom dijelu bez povlačenja alata, što može znatno poboljšati učinkovitost obrade. Koristi se za obradu velikih i teških radnih dijelova s velikim prečnikom i kratkom duljinom i radnih dijelova koji su teško pričvrstiti na vodoravnim tornjevima.
Numerički upravljački sustav
Uobičajeni numerički upravljački sustav:
1. Domaci numerički upravljački sustav: GSK, Chengdu, Guang Tai, Peking, Kandi KND Huazhong numerički upravljački sustav
2. Uvezeni CNC sustav: SIEMENS CNC sustav u Njemačkoj, Mitsubishi u Japanu. FANUC Fanuc, Japan




160 tona velika CNC automatska hidraulička mašina za otvaranje rupa u metlu

Pomicna radna ploča Nadun 100T gantri hidraulička štamparska mašina

Nadun Klizišna hidraulička šeara s E21 upravljačkim sustavom

gilotinski presijivač listovitog metala 12*4000

hidraulički stroj za rezanje listova 16*2500

J23-80 tonski mehanički određivač ima visoku snagu, preciznost i standardnu tonazu; mehanički određivač s poboljšanim kapacitetom od 80 tona

Naš prijateljski tim volio bi saznati od vas!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Pravilo o privatnosti
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN