Tour vertical CNC Nadun pour l'usinage des arbres courts / pièces disquées / surfaces coniques / surfaces cylindriques internes et externes


Les tours verticaux CNC sont principalement utilisés pour usiner les surfaces cylindriques extérieures, les faces, les surfaces coniques, les trous cylindriques ou coniques de pièces de travail lourdes, courtes et de grande taille. Ils peuvent également être équipés d'appareils auxiliaires pour le filetage, l'usinage de sphères, le fraînage, le fraisage et l'affûtage. La caractéristique principale des tours verticaux est que l'arbre est vertical, avec une table positionnée dans un plan horizontal. La pièce est serrée sur une grande table entraînée par le mouvement de rotation de l'arbre. En raison du fait que la pièce est montée sur une table horizontale, l'étau est relativement pratique. La qualité de la pièce et les forces de coupe sont supportées par les guides rotatifs entre la table et la base, réduisant ainsi la charge sur l'arbre et les roulements, assurant ainsi une opération stable et maintenant la précision d'usinage sur de longues périodes.
Pour plus d'informations sur les tours verticaux CNC, veuillez nous contacter.
1. La base, la colonne et le siège coulissant sont tous fabriqués en fonte grise de haute qualité et ont été trempés. Cela garantit que l'outil machine possède une grande solidité et une stabilité de précision à long terme.
2. La machine utilise des guides linéaires à roulements. Elle présente une rigidité exceptionnelle et une capacité de charge élevée. La précision de positionnement et la capacité de charge des mouvements d'alimentation verticale et horizontale sont considérablement améliorés.
3. La poulie d'arbre de la machine-outil et la poulie du moteur servo CNC d'arbre sont connectées par une courroie, et peuvent être équipées de moteurs de 18,5 kW ou 2 kW avec variation continue de vitesse, et une large plage de vitesses. Cela peut répondre aux différents besoins de vitesse d'arbre pour l'usinage brut et l'ajustage des pièces.
4. Les alimentations verticales et horizontales sont contrôlées automatiquement par le moteur servo. Il y a des dispositifs de protection dans les deux directions, et un mécanisme d'équilibrage de charge est installé dans la direction verticale, ce qui réduit la charge de l'hélice et prolonge considérablement la durée de vie de l'hélice.
les deux extrémités de l'écrou rotatif, dans les directions verticale et horizontale de la machine-outil, sont soutenues par des roulements spéciaux pour vis, ce qui améliore considérablement et garantit la précision de l'usinage des pièces de la machine-outil.
la machine-outil utilise une pompe à huile électrique pour lubrifier automatiquement chaque partie de manière intermittente, assurant ainsi la lubrification de chaque paire de rails guides et de chaque paire d'écrous rotatifs, ce qui peut prolonger la durée de vie de chaque couple mobile.
le porte-outils adopte un porte-outils CNC multi-emplacements horizontal ou vertical, offrant un temps de changement d'outil court et augmentant considérablement l'efficacité du travail.
8. L'extrémité supérieure de l'arbre peut être équipée d'une table à disque ou d'un étau hydraulique selon les exigences de l'utilisateur. L'extrémité inférieure de l'arbre principal peut être équipée d'un cylindre à huile rotatif, qui est divisé en simple piston et double piston. Le cylindre à simple piston peut être utilisé pour contrôler l'outillage afin de comprimer la pièce de travail, ou pour contrôler l'étau hydraulique. Avec des cylindres à double piston, un cylindre contrôle l'étau hydraulique, et l'autre cylindre contrôle l'outillage pour comprimer la pièce de travail.
Caractéristiques fonctionnelles
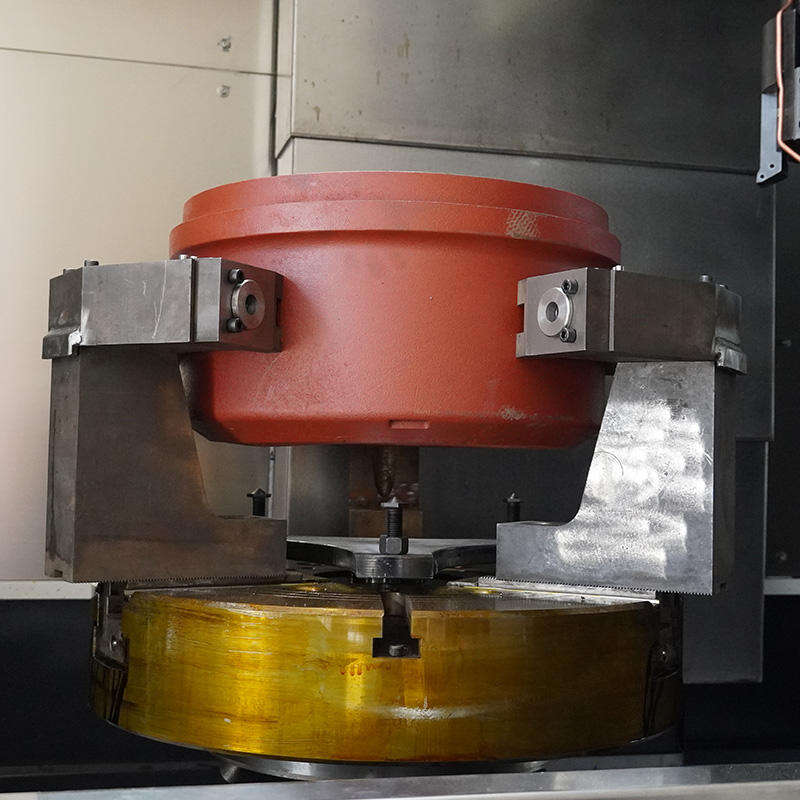
ARBRE PRINCIPAL
L'engrenage de la broche adopte des roulements à rouleaux double rangée, et la direction axiale utilise deux roulements à billes coniques d'appui bidirectionnels, qui peuvent fournir une charge axiale maximale de 497KN. Afin d'obtenir la rigidité maximale de la broche, la surface de contact du roulement atteint plus de 98 %, ce qui est bien supérieur aux réglementations de l'industrie fixées à 85 %. Le battement radial du diamètre de la broche et le saut de face sont tous deux inférieurs à 0,003 mm. Unité de broche intégrée, précision de rotation élevée ; rail linéaire à rouleaux importé, support de vis précontrainte, tenant compte à la fois de la rigidité de coupe et de la précision de positionnement.
Transmission de la broche
La transmission de la broche est divisée en un moteur servo qui entraîne directement la broche par une courroie trapézoïdale pour obtenir une sortie de couple accrue.
Avance axiale
En tant qu'axe vertical, l'axe Z supporte une charge plus importante pendant une longue période et s'use plus facilement que l'axe guide parallèle. L'axe Z est équipé en standard d'une voie de roulement de 55 mm avec un diamètre de vis de 50 mm. Cela permet d'assurer la rigidité de l'alimentation axiale et le maintien de la précision à long terme.
Conception avec grande course
Afin de répondre aux besoins du fraisage des trous profonds minces représentés par le carter de frein, une barre d'outils composite est installée au centre de la tour, ce qui permet de changer d'outil sans retirer l'outil du travail, améliorant ainsi considérablement l'efficacité de traitement. Il est utilisé pour traiter des pièces volumineuses et lourdes de grand diamètre et courte longueur, ainsi que des pièces difficiles à fixer sur un tour horizontal.
Système de commande numérique
Systèmes de commande numérique couramment utilisés :
1. Système de commande numérique national : GSK, Chengdu, Guang Tai, Pékin, Kandi KND, système de commande numérique Huazhong
2. Système CNC importé : Système CNC SIEMENS d'Allemagne, Mitsubishi au Japon, FANUC Fanuc au Japon




160 tonnes de gros outils de machine à cnc automatique hydraulique perforation de trous de presse perforation de trous de machines solides outils métalliques

Presse mécanique J23-80 tonnes avec une grande force, une précision élevée et une tonnage standard ; presse mécanique avec capacité renforcée de 80 tonnes

Table de travail mobile, machine à presse hydraulique Nadun 100T à gantry

Machine de découpe au guillotine hydraulique à balancier Nadun avec système de contrôle E21

machine de découpe de tôle hydraulique 16*2500

découpeuse de tôles à guillotine 12*4000
160 tonnes de gros outils de machine à cnc automatique hydraulique perforation de trous de presse perforation de trous de machines solides outils métalliques
Presse mécanique J23-80 tonnes avec une grande force, une précision élevée et une tonnage standard ; presse mécanique avec capacité renforcée de 80 tonnes
Table de travail mobile, machine à presse hydraulique Nadun 100T à gantry
Machine de découpe au guillotine hydraulique à balancier Nadun avec système de contrôle E21
machine de découpe de tôle hydraulique 16*2500
découpeuse de tôles à guillotine 12*4000
160 tonnes de gros outils de machine à cnc automatique hydraulique perforation de trous de presse perforation de trous de machines solides outils métalliques
Presse mécanique J23-80 tonnes avec une grande force, une précision élevée et une tonnage standard ; presse mécanique avec capacité renforcée de 80 tonnes

Notre équipe aimable aimerait vous entendre!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Politique de confidentialité
 FR
FR
 EN
EN AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN