




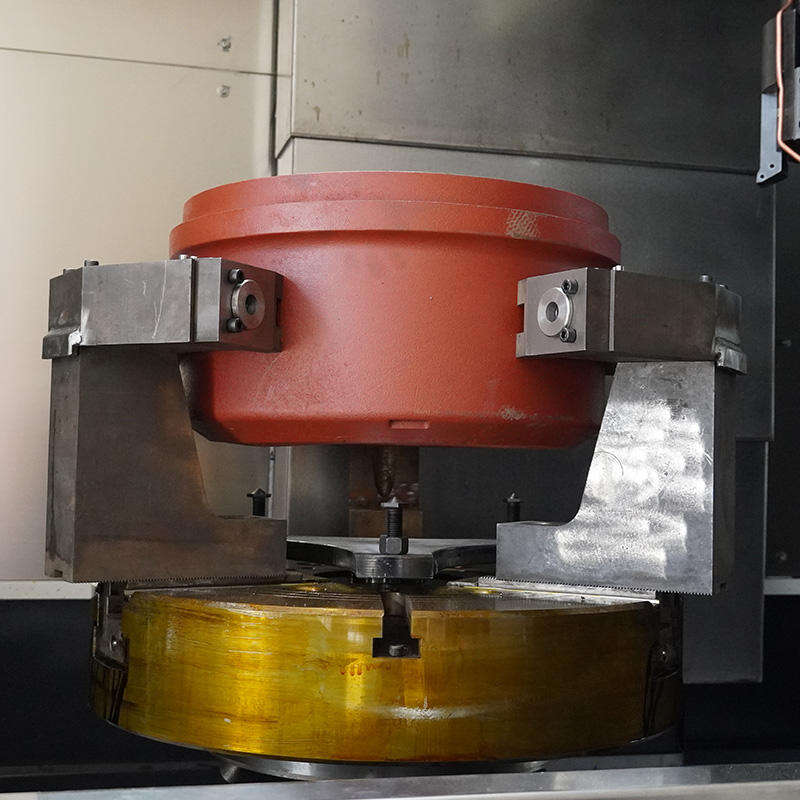
Nadun CNC pystyalus lyhyiden akseleiden, levyosien, kartionpintojen ja sisäisten ja ulkoisten sylinteripintojen leikkumiseen


Pystyputkiset CNC-myllyt käytetään pääasiassa suurten, lyhyiden ja raskaiden työaineiden ulkoisten sylinteripintojen, loppupintojen, konesisäpintojen, sylinterireikien tai konereikien murtamiseen. Niihin voidaan myös asentaa apulaitteita pehmoleikkuun, palloilman, profiilinmurtamisen, murskuttamisen ja jyrsimisen varten. Pystymyllyjen tärkein ominaisuus on, että pyöriveivi on pystysuorassa, ja työpöydä on asetettu vaakatasoon. Työaine kiinnitetään isoille työpöydille, jotka pyörivät pyöriveivin liikkeen myötä. Koska työaine on kiinnitetty vaakasuuntaiseen työpöytään, kiinnitys on suhteellisesti helpompaa. Työaineen paino ja leikkausoikeudet tuetaan pyörähdysopasteilla työpöydän ja kantalohkon välillä, mikä vähentää pyöriveivin ja kouratusten kuormausta, varmistaa vakionopean toiminnan ja säilyttää murtamisen tarkkuuden pitkällisen ajan.
Lisätietoja pystyputkisista CNC-myllyistä varten ota meihin yhteyttä.
1. Pohja, särmiö ja liukkuva istuin on valmistettu korkealaatuisesta harmaasta hiekkaankierrosta ja ne on temperoitu. Varmista, että konekalusteella on korkea vahvuus ja tarkkuuden vakaus pitkällä aikavälillä.
2. Kone käyttää pyörätyyppisiä lineaarisliitteitä. Seilla on erittäin korkea joustavuus ja raskas kuormituskyky. Paikkauksen tarkkuus sekä pystysuuntaisen ja vaakasuuntaisen kuljettamisen kuormituskyky ovat parantuneet huomattavasti.
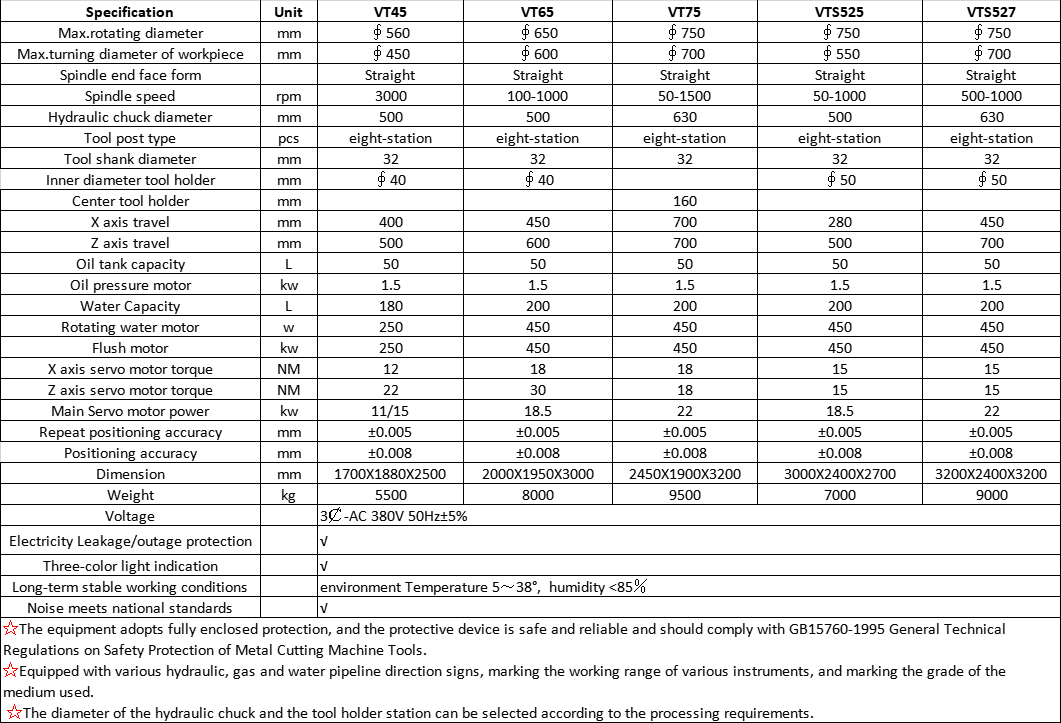
3. Konekalusten pään kiertovalko ja pään CNC-kiertopommin kiertovalko yhdistetään viemäriellä, ja niitä voidaan varustaa 18,5 kW tai 2 kW moottoreilla jatkuvasti vaihtelevalla nopeudella, laajalla nopeusrajoilla. Se täyttää eri vaatimukset pyöritysnopeudesta raakakäsittelyyn ja osien suorituskyvyn lopulliseen käsittelyyn.
4. Pystysuuntainen ja vaakasuuntainen kuljetus ohjataan palvelumoottorilla automaattisesti. Molempien suuntien suhteen on asennettu suojauslaitteita, ja pystysuunnassa on asennettu kuorman tasapainomekanismi, mikä vähentää vedelpyhän kuormitusta ja pidennää merkittävästi vedelpyhän käyttöeliniä.
5. Koneen pyörävaihde on tuettu erikoisilla vaihdetasoilla sekä pystysuunnassa että vaakasuunnassa, mikä parantaa huomattavasti ja takaa koneen osien määrittelytarkkuutta.
6. Kone käyttää sähköistä öljypumppua, joka luisii osia välikausallisesti automaattisesti, varmistamalla jokaisen ohjausradaparin ja pyörävaihdeparin luisten. Tämä voi pidennät liikemerkkien käyttöelämää.
7. Työkalupiippu on varustettu vaakasuuntaisella tai pystysuuntaisella monipisteen CNC-työkalupiippulla, jolla on lyhyt työkalun vaihtoaika ja se parantaa merkittävästi tuottavuutta.
8. Paahdyksen yläosa varustetaan käyttäjän tarpeiden mukaan levylle tai hydraulisen kaitseella. Pääakselin alaosa varustetaan pyörivällä öljysylinterillä, joka jaetaan yksinkertaiseksi ja kaksinkertaiseksi syliksiksi. Yksinkertainen sylinteri voidaan käyttää työkalujen painamiseen työaineen komprimoimiseksi tai hydraulisen kaitseksen ohjaamiseksi. Kaksinsylikkyyllä yksi sylinteri ohjaa hydraulista kaitsetta ja toinen sylinteri ohjaa työkaluja työaineen komprimoimiseksi.
Toiminnalliset ominaisuudet
Spindle
Mökin käyrä käyttää kaksirivisiä roolikäyröitä, ja akselissa käytetään kaksisuuntaisia pyörähdyskulmaisia pallokäyröitä, jotka voivat tarjota maksimiaxeliaalista kuormaa 497KN. Saavuttaakseen mökin suurimman joustamattomuuden, käyrän kosketusalue saavuttaa yli 98%, mikä on paljon korkeampi kuin teollisuuden säännöt 85%, ja mökin halkaisijan radiaalinen sykkeilysuhde / pinnan hyppely ovat molemmat alle 0.003mm. Yhdistelmämökit, korkea pyörivä tarkkuus; tuontit linear roller -opasraili, etukäteen venytetty viskisupportti, ottaen huomioon leikkauskovuuden ja paikannintarkkuuden.
Mökin ajelu
Mökin ajelu jaetaan servomoottoriksi, joka ajaa suoraan mökkiä ajellustaitolla saavuttaakseen suuremman vääntömomentin tulosteen.
Akselinen syöttö
Pystyakselina toimivalla Z-akselilla on suurempi taakka pitkään ajanjaksoa, ja se menee helpommin kuin rinnakkaisen akseelin ohjaussiisteryhmä. Z-akseli varustetaan standardikokona 55 mm pyörähdysmuotoisella ohjausradalla, jonka siisteryhmän halkaisija on 50 mm. Jotta voidaan saavuttaa aksselin syöttöjännitys ja pitkän aikavälin tarkkuuden ylläpitäminen.
Suuri matka-suunnitelma
Jotta voidaan täyttää jarruhubien kaltaisten ohut seinät ja syvät reikät käsittelyn tarpeet, keskellä tornia asennetaan monitoiminen työkalupalkki, joka mahdollistaa työkalun vaihdon työnalaisuudessa ilman työkalun vetämistä pois, mikä parantaa huomattavasti tuotantotehokkuutta. Sen avulla voidaan käsitellä isoja ja raskaita työnalaisuuksia, jotka ovat suuria halkaisijoinaan mutta lyhyitä pituudeltaan sekä työnalaisuuksia, jotka eivät ole helppoja kiinnittää vaaka-konepöydällä.
Numeroidun hallintojärjestelmän
Yleisesti käytetty numeroidun hallintojärjestelmä:
1. Kansallinen numeerinen hallintosysteemi: GSK, Chengdu, Guang Tai, Peking, Kandi KND Huazhong numeerinen hallintosysteemi
2.Tuotettu CNC-järjestelmä: SIEMENS CNC-järjestelmä Saksassa, Mitsubishi Japanissa. FANUC Fanuc, Japani




160 tonnin suuri cnc automaattinen hydraulinen aukko-punauspressi vakio laite metallityökalut

Liukkuva työpöytä Nadun 100T kaapelihydraulinen painovesiokone

Nadun heiluviipyrähydraulinen leikkuri E21 ohjausjärjestelmällä

guillotinilevymetri-leikkuri 12*4000

hydraulinen leikkauslaite 16*2500

J23-80 tonnin mekaaninen punnus on korkeakapasiteettinen, tarkka ja standardikokoinen; mekaaninen punnus parannetulla 80-tonnin kapasiteetilla

Ystävällinen tiimimme haluaisi kuulla sinusta!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Yksityisyyskäytännöt
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN