





Nadun CNC Senkrechte Drehbank zum Schneiden kurzer Wellen / Scheibenbauteile / Kegelflächen / innen- außenliegende Zylinderoberflächen
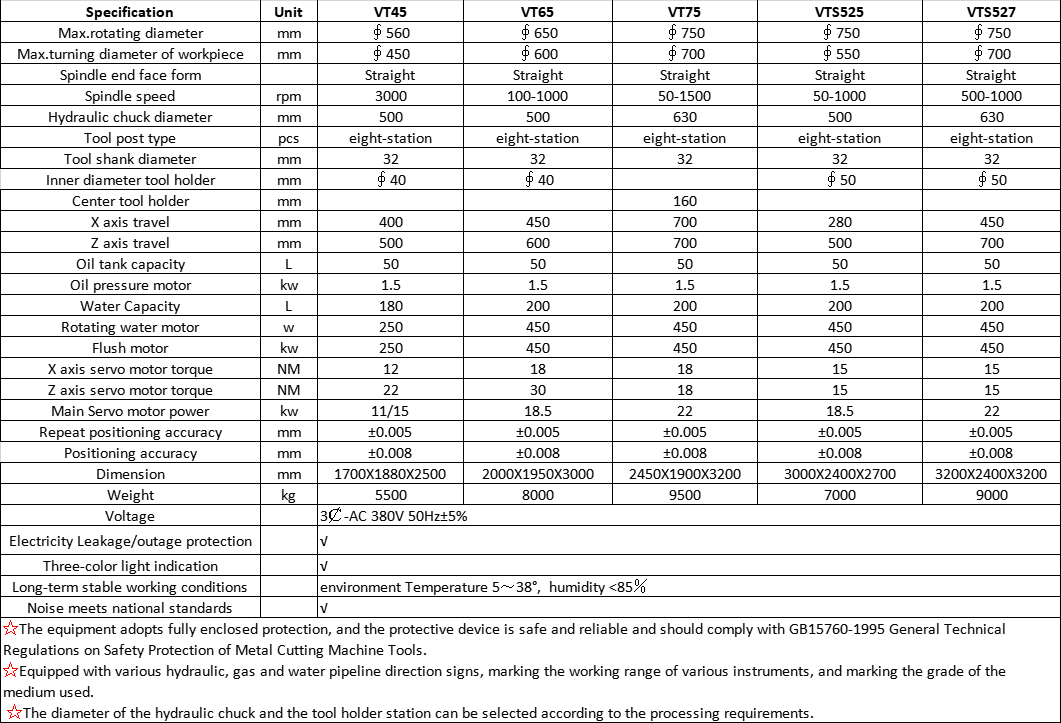

Werkzeugfräsmaschinen werden hauptsächlich für das Bearbeiten großer, kurzer, schwerer Werkstücke verwendet, um äußere zylindrische Flächen, Endflächen, Kegelflächen, Zylinderbohrungen oder Kegelbohrungen zu verarbeiten. Sie können auch mit Zusatzgeräten ausgestattet werden, um Gewinde, Kugeln, Profilierungen, Fräsen und Schleifen herzustellen. Die wichtigste Charakteristik von Vertikalfräsmaschinen ist, dass die Spindel senkrecht steht und die Werkbank in einer horizontalen Ebene positioniert ist. Das Werkstück wird auf einer großen Werkbank fixiert, die durch die Rotationsbewegung der Spindel angetrieben wird. Da das Werkstück auf einer horizontalen Werkbank montiert ist, ist das Spannen relativ einfach. Die Qualität des Werkstücks und die Schneidkräfte werden durch die Führungsschienen zwischen Werkbank und Basis unterstützt, was die Belastung der Spindel und Lager reduziert, eine stabile Betriebsweise gewährleistet und die Bearbeitungsgenauigkeit über längere Zeiträume aufrechterhält.
Für weitere Informationen zu CNC-Vertikalfräsmaschinen wenden Sie sich bitte an uns.


1. Die Basis, die Säule und der Schiebesitz sind alle aus hochwertiger Graugusseisen hergestellt und wurden temperiert. Dadurch wird sichergestellt, dass das Werkzeugmaschinen eine hohe Stärke und Präzisionsstabilität für langfristigen Gebrauch aufweist.
2. Die Maschine verwendet Rolltyp Linearschienen. Sie hat eine außergewöhnlich hohe Steifigkeit und Tragfähigkeit. Die Positioniergenauigkeit und die Tragfähigkeit der vertikalen und horizontalen Futterbewegungen werden erheblich verbessert.
3. Das Wellenrad der Werkzeugmaschine und das Wellenrad des CNC-Servomotors sind durch ein Band verbunden und können mit 18,5 kW oder 2 kW Motoren kontinuierlich verstellbar betrieben werden, wobei ein weites Geschwindigkeitsbereich erreicht wird. Es kann den unterschiedlichen Anforderungen an die Drehzahl der Welle bei Rohbearbeitung und Feinarbeit von Teilen gerecht werden.
4. Die vertikale und horizontale Futterbewegung wird automatisch durch einen Servomotor gesteuert. In beiden Richtungen gibt es Schutzvorrichtungen, und in vertikaler Richtung ist ein Lastausgleichsmechanismus installiert, der die Belastung der Spindel verringert und das Lebensdauer der Spindel erheblich verlängert.
5. Beide Enden der Kugelgewindeachse in vertikaler und horizontaler Richtung der Werkzeugmaschine werden von speziellen Schraubenlagerungen getragen, was die Bearbeitungsgenauigkeit der Teile der Werkzeugmaschine erheblich verbessert und gewährleistet.
6. Die Werkzeugmaschine verwendet eine elektrische Schmieröl-Pumpe, um alle Teile intermittierend automatisch zu schmieren, um die Schmierung jeder Führungsschienenpaarung und jeder Kugelgewindepaarung sicherzustellen, was die Lebensdauer jeder Bewegungspaarung verlängern kann.
7. Der Werkzeugschlitten verwendet einen horizontalen oder vertikalen CNC-Mehrfachwerkzeugschlitten, der eine kurze Werkzeugwechselzeit aufweist und die Arbeitswirksamkeit erheblich steigert.
8. Das obere Ende der Spindel kann je nach Benutzeranforderung mit einer Scheibentisch oder einem hydraulischen Schraubstock ausgestattet werden. Das untere Ende der Hauptwelle kann mit einem Drehölzylinder ausgestattet werden, welcher in Einzylindermode und Doppelminder-Modus betrieben wird. Der Einzylindersatz kann dazu verwendet werden, die Werkzeugausstattung zu steuern, um das Werkstück zu komprimieren, oder um den hydraulischen Schraubstock zu steuern. Mit Doppelzylindersätzen steuert ein Zylinder den hydraulischen Schraubstock, während der andere Zylinder die Werkzeugausstattung steuert, um das Werkstück zu komprimieren.
Funktionsmerkmale
SPINDLE
Die Lagerteile der Spindel verwenden Doppelreihen-Rollenlager, und in axialer Richtung werden zweirichtungs-fähige Schub-Winkelkontakt-Kugellager eingesetzt, die eine maximale axiale Last von 497KN tragen können. Um die maximale Steifigkeit der Spindel zu erreichen, beträgt die Kontaktfläche des Lager mehr als 98%, was deutlich höher ist als die branchenspezifischen Vorschriften von 85%. Der Durchmesser der Spindel sowie das Radial- und Axialschwingen liegen beide unter 0,003 mm. Integrierte Spindleinheit, hohe Drehgenauigkeit; importierte lineare Rollenführungsrails, vorbelastete Schraubenunterstützung, wobei sowohl die Schneidesteifigkeit als auch die Positioniergenauigkeit berücksichtigt werden.
Spindelantrieb
Der Spindelantrieb wird in ein Servomotor aufgeteilt, der direkt über einen Zeitschaltgurt die Spindel antreibt, um ein größeres Drehmoment zu erzielen.
Axiale Fütterung
Als vertikale Achse trägt die Z-Achse über einen längeren Zeitraum ein größeres Gewicht und ist im Vergleich zur parallelen Achse leichter zu verschleißen. Die Z-Achse verfügt standardmäßig über eine 55-mm-Wälzleitrolle mit einem Schraubendurchmesser von 50 mm. Um die Steifigkeit der axialen Futterung und die Wartung der Langzeitgenauigkeit zu erreichen.
Entwurf mit großem Hub
Um das Verarbeiten dünnwandiger Tieflocher, wie zum Beispiel Bremsrads, zu ermöglichen, wird ein kombiniertes Werkzeugträgermodul in der Mitte des Drehkopfes installiert, das es ermöglicht, Werkzeuge am Arbeitsstück zu wechseln, ohne das Werkzeug zurückzuziehen. Dies erhöht die Bearbeitungseffizienz erheblich. Es wird verwendet, um große und schwere Arbeitsstücke mit großem Durchmesser und kurzer Länge sowie solche zu bearbeiten, die schwer zu klammern sind auf einer Horizontal-Drehschleife.
Numerisches Steuerungssystem
Häufig verwendete Numerische Steuerungssysteme:
1. Nationales Numerisches Steuerungssystem: GSK, Chengdu, Guang Tai, Beijing, Kandi KND Huazhong Numerisches Steuerungssystem
2. Importierte CNC-Systeme: SIEMENS CNC-System in Deutschland, Mitsubishi in Japan. FANUC Fanuc, Japan


guillotine-Blattmetallschneider 12*4000

Nadun Schwingenstrahlschere mit hydraulisch und E21 Steuersystem

J23-80 Tonnen mechanische Stanzpresse hat hohe Kraft, Präzision und Standardtonnage; mechanische Stanzpresse mit erweiterter 80-Tonnen Kapazität

hydraulische Blechschneidemaschine 16*2500

160 Tonnen große CNC automatische hydraulische Lochstanzpressen Lochstechmaschine Metallwerkzeuge

Beweglicher Arbeitsplatz Nadun 100T Kranaufbauten Hydraulikpresse Maschine

Unser freundliches Team freut sich auf Ihre Nachricht!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Datenschutzrichtlinie
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN