




Nadun CNC Lodret Skurvogn til at skære korte akser/diskkomponenter/koniske overflader/indre og ydre cylindriske overflader


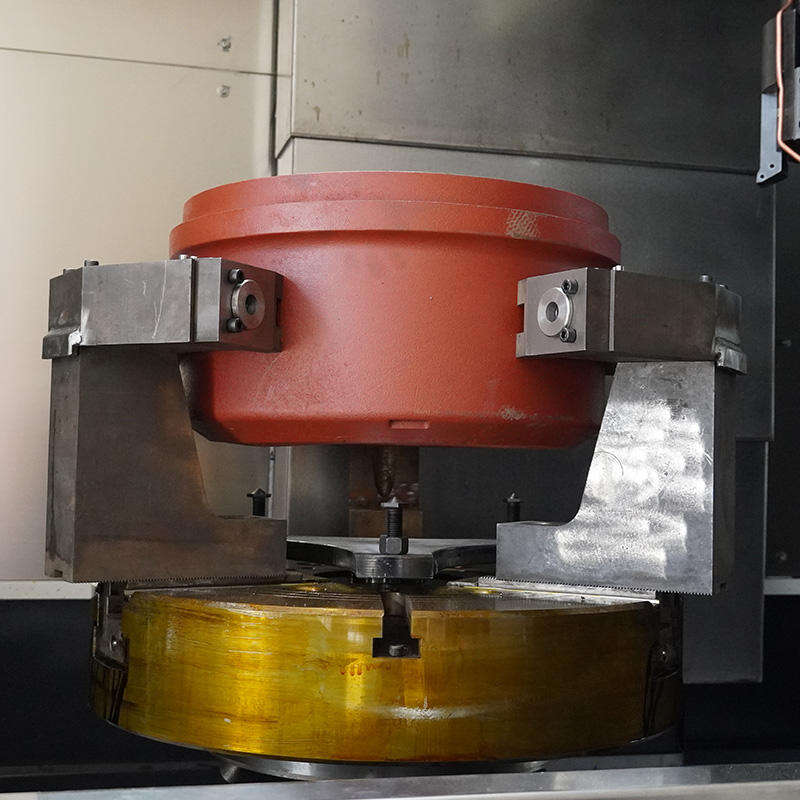
CNC-lodrette slibemaskiner bruges hovedsageligt til at bearbejde store, korte, tunge arbejdsstykker eksterne cylindriske overflader, endefacetter, koniske overflader, cylindriske huller eller koniske huller. De kan også være udstyret med hjælpemidler til trådeformning, kugleformning, profileringsarbejde, fræsering og slipning. Den primære karakteristik for lodrette slibemaskiner er, at spindlen er oprettet, med arbejdsbordet positioneret i et horisontalt plan. Arbejdsstykket er fastgjort på et stort arbejdsbord, der drevet af spindlens rotationsbevægelse. På grund af, at arbejdsstykket monteres på et horisontalt arbejdsbord, er fastgørelse relativt let. Kvaliteten af arbejdsstykket og skæringskræfterne understøttes af de rotatoriske vejledningsrails mellem arbejdsbordet og basen, hvilket reducerer belastningen på spindlen og lagerne, sikrer stabil drift og bibeholder bearbejdelsesnøjagtigheden i længere perioder.
For flere oplysninger om CNC-lodrette slibemaskiner, kontakt os venligst.
1. Bunden, søjlen og glidende sæde er alle lavet af højklasse grå gietjern og er blevet temperet. Dette sikrer, at maskinredskabet har høj styrke og præcisionsstabilitet under langtidsbrug.
2. Maskinen anvender liner skider af rullestype. De har ekstremt høj stivhed og tung lastevne. Positionspræcisionen og lastevne for lodret og vandret fødekørsel er betydeligt forbedret.
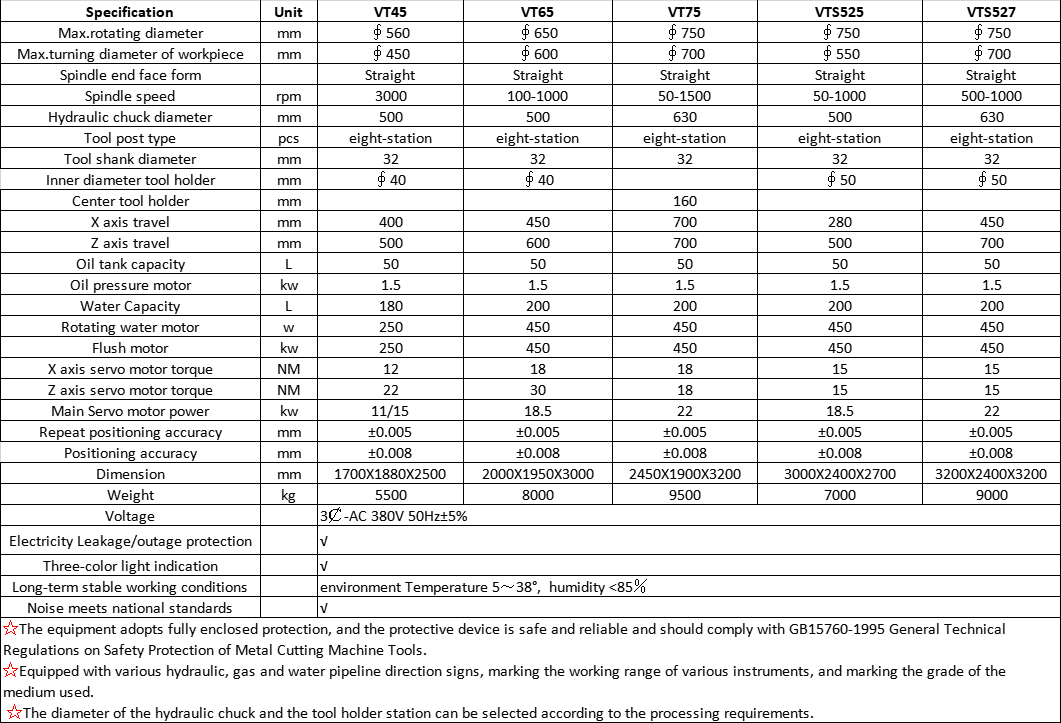
3. Spindelmøllen på maskinen og spindelens CNC servomotorpulje er forbundet med en rem, og kan kontinuerligt konfigureres med 18,5 kW eller 2 kW motorer med variabel hastighed og bred hastighedsområde. Det kan opfylde de forskellige krav til spindelhastighed for grovbearbejdning og slutbearbejdning af komponenter.
4. Lodret og vandret fødekørsel styres automatisk af servomotoren. Der er beskyttelsesenheder i begge retninger, og der er installeret en lastbalanceringsmekanisme i den lodrette retning, hvilket reducerer lasten på trindegningen og forlænger trindegningens levetid betydeligt.
5. Begge ender af kulstangens i den vertikale og horisontale retning af maskinen understøttes af specielle skruemaskiner, hvilket betydeligt forbedrer og garanterer bearbejdningseksaktheden af maskinens komponenter.
6. Maskinen anvender en elektrisk oliepumpe til automatisk at smøre hvert led på en afbrydende måde for at sikre smøringen af hver vejringspar og kulstangpar, hvilket kan forlænge tjenestelivet af hvert bevægelsespar.
7. Værktøjsholderen anvender en horizontal eller vertical flerstation CNC-værktøjsholder, hvilket har en kort værktøjskusningstid og forbedrer betydeligt arbejds-effektiviteten.
8. Det øverste ende af aksen kan udstyres med en skivetabel eller en hydraulisk klemme i overensstemmelse med brugerens krav. Det nederste ende af hovedaksen kan udstyres med en rotationsolcylinder, som deles ind i enkelt-pistony og dobbelt-pistony. Den enkeltpistony-cylinder kan bruges til at kontrollere værktøjerne for at komprimere arbejdsstykket eller til at kontrollere den hydrauliske klemme. Med to-pistony-cylindre kontrollerer én cylinder den hydrauliske klemme, og den anden cylinder kontrollerer værktøjerne for at komprimere arbejdsstykket.
Funktionelle egenskaber
Spindel
Skæftets lager anvender dobbelt række kuglelagere, og i den axiale retning anvender det tovejs skubvinkelkuglelagere, som kan give en maksimal axial last på 497KN. For at opnå skæftens maksimale stivhed når kontaktområdet på lagrene over 98%, hvilket er meget højere end branchedefinitionen på 85%, og både skæftens diameter radial slå og ansigtsspring er inden for 0.003mm. En helheds skæfteenhed, høj rotationspræcision; importeret lineær rullevejledning, forud trukket skruestøtte, med henblik på at tage højde for skæringstivhed og positionspræcision.
Skæftedrev
Skæftedrevet opdeles i en servomotor, der direkte driver skæften via en tidsbånd for at opnå større udskrivningsmoment.
Axial feed
Som en lodret akse er Z-aksen under større belastning i længere tid og er mere underlagt udslitning end den parallelle akse vejrskrue. Z-aksen anvender som standardudstyr en 55 mm rulleledetræk med en skruediameter på 50 mm. For at opnå akseføringens stivhed og vedligeholde langtidsnøjagtigheden.
Design med stor strækning
For at imødekomme tyndvands dyb hullbearbejdning, såsom repræsenteret af bremskuglen, er der installeret et sammenskabt værktøjsskifte i tårnet midtstilling, hvilket gør det muligt at skifte værktøj uden at trække værktøjet tilbage fra arbejdsstykket, hvilket kan forbedre bearbejdningseffektiviteten betydeligt. Det bruges til at behandle store og tunge arbejdsstykker med stor diameter og kort længde samt stykker, der ikke let kan klemmes på en vandret slibemaskine.
Numerisk kontrolsystem
Almindeligt anvendt numerisk kontrolsystem:
1. Domestisk numerisk kontrolsystem: GSK, Chengdu, Guang Tai, Beijing, Kandi KND, Huazhong numerisk kontrolsystem
2. Importeret CNC-system: SIEMENS CNC-system i Tyskland, Mitsubishi i Japan. FANUC Fanuc, Japan




160 tons stor cnc automatisk hydraulisk hulløbning press hulløbning fast maskine metallerværktøjer

Flygtbar arbejdsbord Nadun 100T spandhydraulisk trykkmaskine

Nadun svingspændingshydraulisk skæremaskine med E21-kontrolsystem

guillotine pladejernbeskæring 12*4000

hydraulisk pladeskærmaskine 16*2500

J23-80 tons mekanisk hulløber har høj styrke, præcision og standardtonnage; mekanisk hulløber med forbedret kapacitet på 80 tons

Vores venlige team vil meget gerne høre fra dig!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Fortrolighedspolitik
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN