






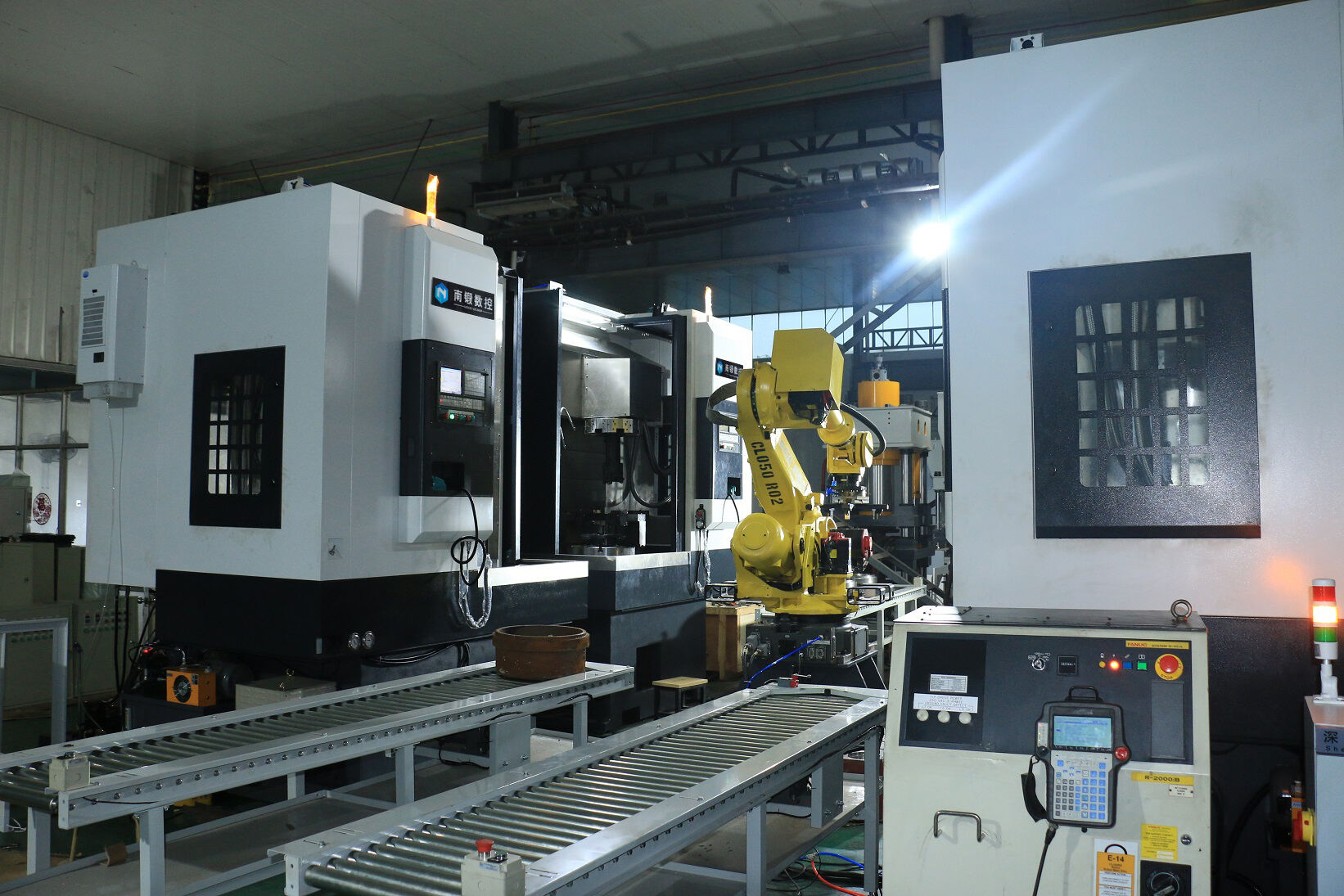
Nadun CNC výrobní linka svislých soustružných strojů
Série VTC CNC svislých soustružných strojů je postavena na základě konstrukce s vysokou tuhostí a integrována s přesnými lineárními kolejemi. Vybavena hydraulickým nástrojovým kotoulem a vysokotočivým hřídelním systémem, tato série strojů vykazuje silné řezací schopnosti a dosahuje vynikající kvality.



CNC svislé torno se především používají na obrábění velkých, krátkých a těžkých součástí jejich vnějších válcovitých povrchů, koncových stěn, kuželovitých povrchů, válcovitých děr nebo kuželovitých děr. Mohou být také vybaveny pomocnými zařízeními pro šroubovací, koulové, profilové, frézové a brusné práce. Hlavní charakteristikou svislých torn je to, že vrtulník je uspořádán svisle, zatímco pracovní deska je umístěna v horizontální rovině. Součást je pevně stažena na velké pracovní desce poháněné rotací vrtulníku. Díky tomu, že je součást montovaná na horizontální pracovní desce, je zakládání relativně snadné. Kvalita součásti a řezací síly jsou podpory rotacemi mezi pracovní deskou a základem, což snižuje zátěž na vrtulník a ložiska, zajišťuje stabilní provoz a udržuje přesnost obrábění po delší dobu.
Pro více informací o CNC svislých tornách nás prosím kontaktujte.
1. Přírůstek, sloupec a posuvné sedátko jsou vyrobeny z kvalitní šedé odlitevní železnice a byly ztvrdnuty. Zajišťují, že strojní nástroj má vysokou pevnost a přesnost pro dlouhodobé použití.
2. Stroj používá válcové lineární dráhy. Má nadmíru vysokou tuhost a nosivost těžkých zátěží. Přesnost pozicování a nosivost pohybu vertikálního a horizontálního krmení byly významně zvýšeny.
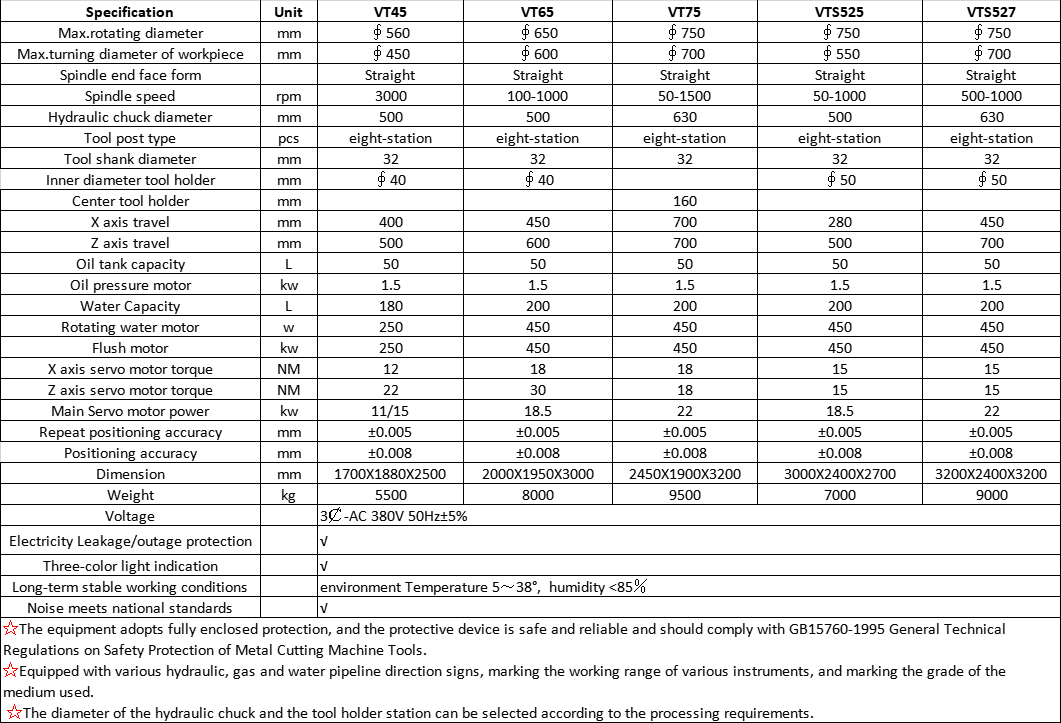
3. Pulley hlavní osy strojního nástroje a pulley CNC servomotoru hlavní osy jsou spojeny opaskem a mohou být konfigurovány s motory o výkonu 18,5 kW nebo 2 kW s nepřetržitě měnnou rychlostí a širokým rozsahem rychlostí. Může splnit různé požadavky na rychlost hlavní osy pro hrubé i dokončovací zpracování součástí.
4. Vertikální a horizontální krmení jsou automaticky řízeny servomotorem. V obou směrech jsou instalovány ochranné zařízení a v vertikálním směru je instalován mechanismus rovnováhy zátěže, který snižuje zátěž ložiska a významně prodlužuje životní cyklus ložiska.
5. Oba konce ložiska v ose jsou ve svislém i vodorovném směru strojního zařízení podpírány speciálními ložisky šroubu, což významně zlepšuje a zajišťuje přesnost obrábění součástí strojního zařízení.
6. Strojní zařízení používá elektřinou poháněný olejový pumpu na automatické obměňování částí v intermitujícím režimu, aby se zajistila smазení každé dvojice vodicích kolejí a každé dvojice ložisk šroubu, což může prodloužit životnost každého pohyblivého dvojce.
7. Náprava nástrojů používá vodorovnou nebo svislou víceúrovňovou CNC nápravu nástrojů, která má krátkou dobu výměny nástrojů a významně zvyšuje pracovní účinnost.
8. Horní konec vývrtky lze vybavit podle požadavků uživatele deskovou deskou nebo hydraulickým svorkem. Spodní konec hlavní osy lze vybavit otočným olejovým válcem, který se dělí na jednopístový a dvoupístový. Jednopístový válec lze použít k ovládání nářadí pro stlačení práce nebo k ovládání hydraulického svorku. S dvoupístovými válci ovládá jeden válec hydraulický svorek a druhý válec ovládá nářadí pro stlačení práce.
Funkční vlastnosti
Vřeteno
Ložisko vývrtky používá dvojřadé válcové ložiska a ve směru osy jsou použity dvousměrná tlačná kuželová ložiska koulí, která mohou poskytnout maximální osové zatížení 497 kN. Aby byla dosažena maximální tuhost vývrtky, plocha kontaktu ložiska dosahuje více než 98 %, což je mnohem vyšší než průmyslové předpisy 85 %. Rozměry průměru vývrtky - radiální tepot / tepot koncové plochy jsou oba uvnitř 0,003 mm. Jednotka celkové vývrtky, vysoká rotanční přesnost; importovaná lineární válcová dráha, přednapnutá šroubová podpora, beroucí v úvahu tuhost při řezání a přesnost umístění.
Pohon vývrtky
Pohon vývrtky je rozdělen na servomotor, který přímo pohání vývrtku prostřednictvím časovacího pásu pro dosažení většího výstupního točivého momentu.
Osové posuvání
Jako vertikální osa nese Z osa delší dobu větší zátěž a je snadněji poškozená než paralelní osa s vedením šroubem. Standardním vybavením je Z osa s válečkovou kolejnicí o průměru 55 mm a šroubem o průměru 50 mm. Za účelem dosažení tuhosti osy přívodu a udržování dlouhodobé přesnosti.
Návrh se velkým tahem
Aby bylo možné splnit zpracování tenkostěnných hlubokých otvorů, jako je brzdová bubna, je uprostřed věže umístěn kompozitní nástrojový držák, který umožňuje měnu nástroje na dílu bez jeho odtažení, což může významně zvýšit efektivitu zpracování. Používá se pro zpracování velkých a těžkých dílů s velkým průměrem a krátkou délkou a také pro díly, které není snadné pevně chytit na vodorovném soustruhu.
Číselný řídicí systém
Běžně používané číslicové řídící systémy:
1. Domácí číslicové řídící systémy: GSK, Chengdu, Guang Tai, Peking, Kandi KND Huazhong číslicové řídící systémy
2. Importované CNC systémy: Německý SIEMENS CNC systém, Japonské Mitsubishi, FANUC Fanuc

hydraulická střihací přístroj na listy 16*2500

J23-80 tunový mechanický probodávač má vysokou sílu, přesnost a standardní kapacitu; mechanický probodávač s rozšířenou kapacitou 80 tun

gilotinový řezák listového kovu 12*4000

Pohyblivý pracovní stůl Nadun 100T portálová hydraulická tlačná stroj

velký CNC automatický hydraulický perforační tlačící stroj na vytváření děr kapacity 160 tun, pevný stroj na zpracování kovů

Nadun kmitavá ramenná hydraulická střihací přísada s ovládacím systémem E21

Náš přátelský tým by vás rád slyšel!


Copyright © Nadun Machinery Manufacture Co.,Ltd. All Rights Reserved - Zásady ochrany soukromí
 EN
EN
 AR
AR HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF MS
MS MK
MK KA
KA UR
UR BN
BN